



产品中心
上银转造级轧制丝杆

- 产品名称:上银滚珠丝杆R25-5K4-FSC-0.05
- 产品型号:R25-5K4-FSC-0.05
- 产品规格:上银滚珠丝杆R25-5K4-FSC-0.05
详细说明
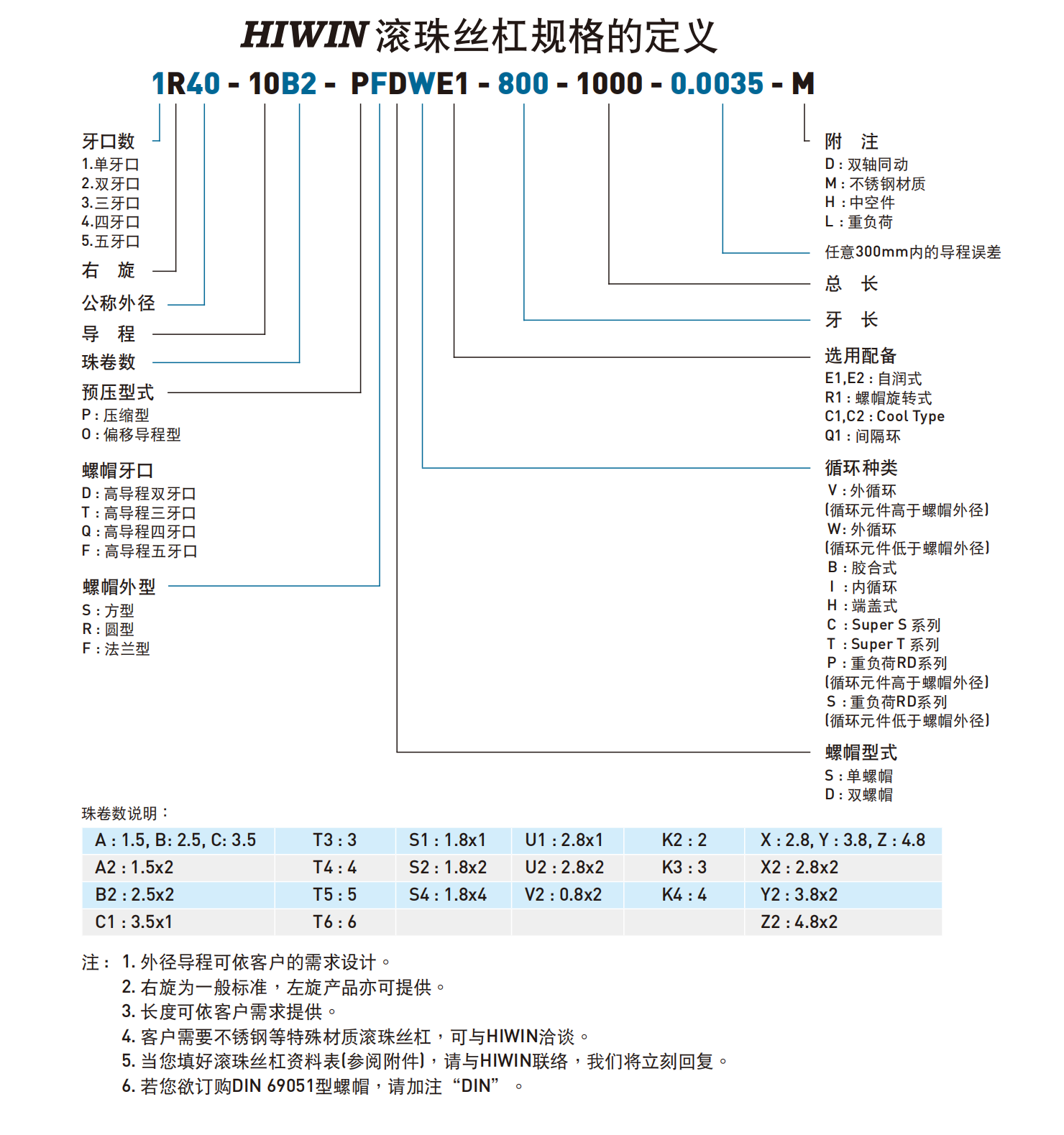
HIWIN滚珠丝杠的规格表示法
HIWIN依据客户的蓝图或规格来制造您所需要的滚珠丝杠,并提供下列滚珠丝杠的相关资料:
1.公称外径 6.精度(导程误差,几何公差)
2.导程, 7.主轴转速
3.螺牙长度及丝杠总长度 8.静额定负荷、动额定负荷、预压扭矩.
4.肩部尺寸 9.螺帽安全考量
5.螺帽型式 10.油孔位置
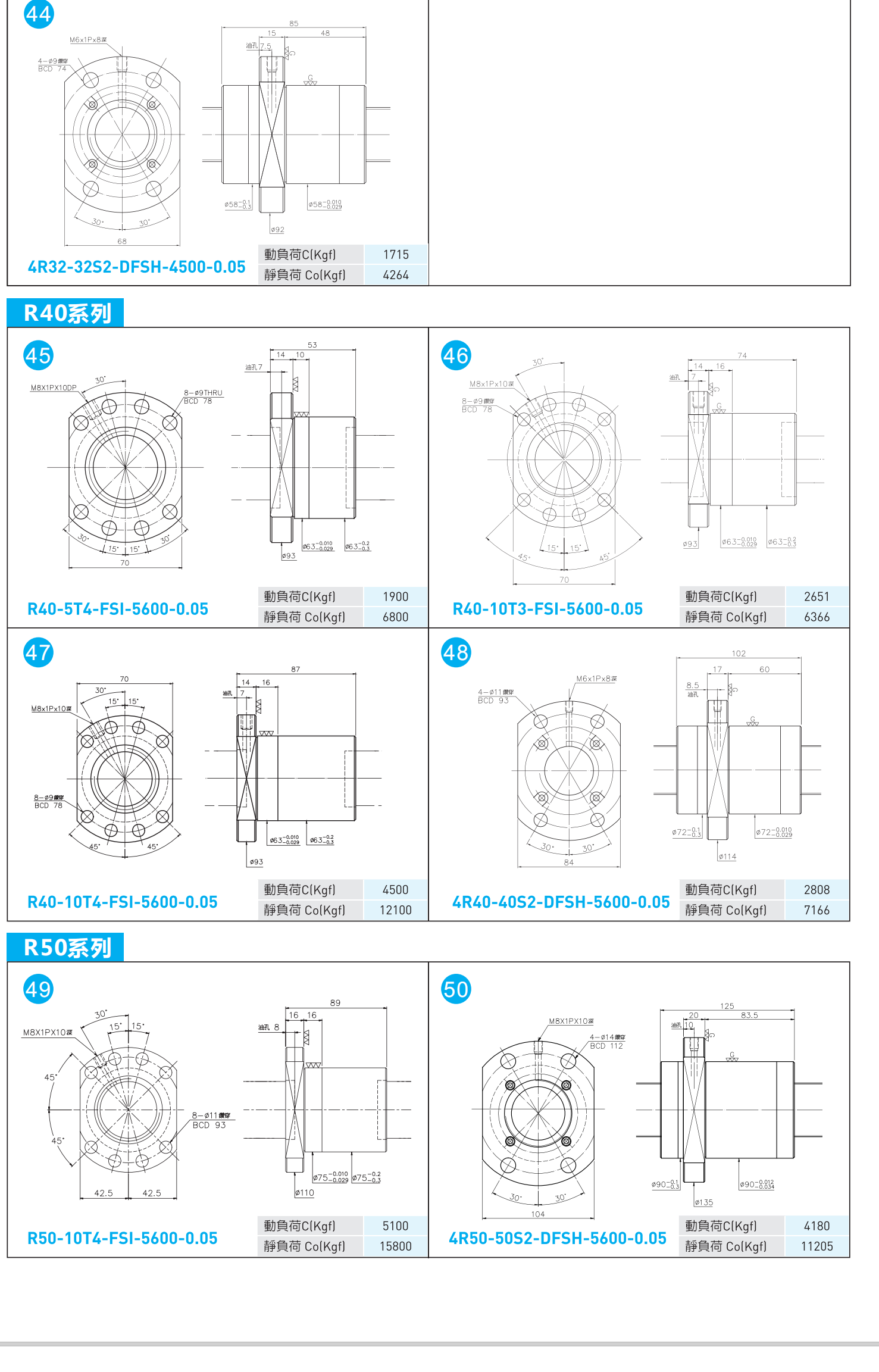
HIWIN-百家传标准库存滚珠螺秆主要分为三大部分,六十馀种规格。主要分为:一般传动用轧袭滚珠螺秆(JISC7级精度)、电子设备用精密研磨滚珠螺秆(JISC4级精度)、以及一般工具.机用精密研磨滚珠螺秆(JISC3级精度)。以上产品均为台湾HIWIN原装螺母.螺秆,确保精度及寿命,其中,标准轴端加工品最快可当天发货,客袭轴端加工品一-般可7~10天发货.如需详细图纸技术参数,请百家传动当地销售工程师联繁,或请致电统--服务热线0769-89789751,百家传动全体具将竭诚为您服务!
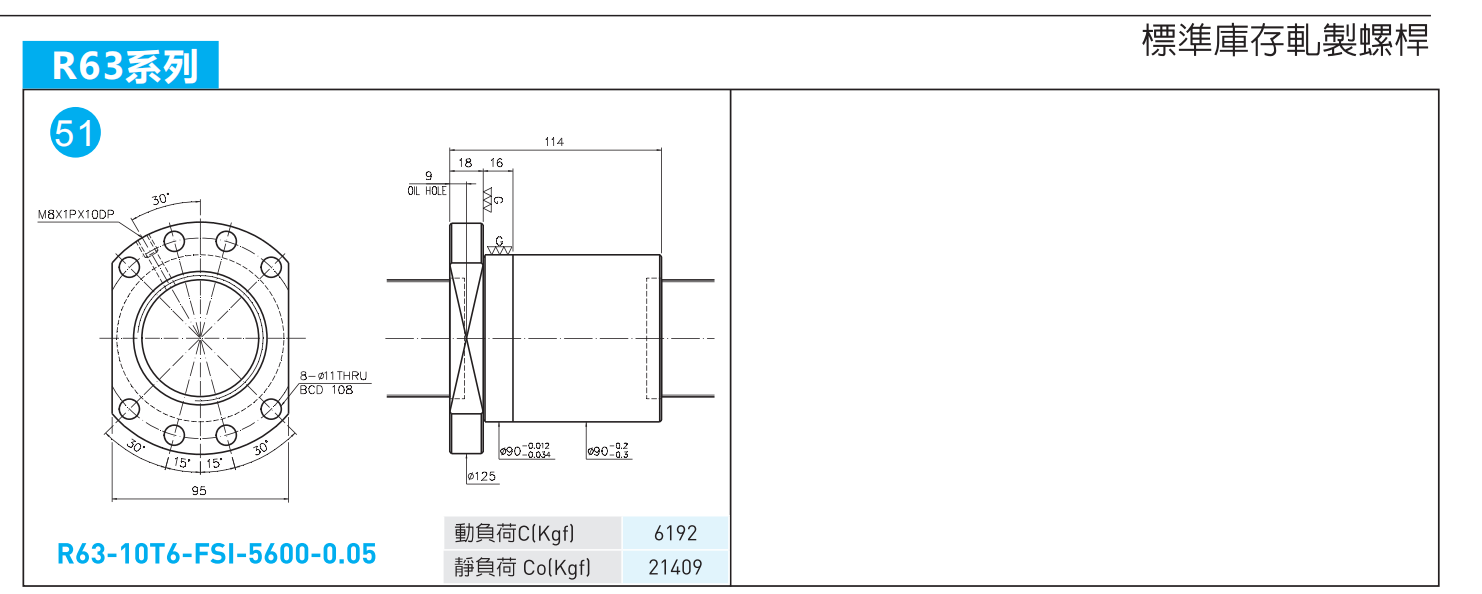
标准库存轧掣螺捍
一般传动用轧裂滚珠螺捍(JIS C7级精度)
R8系列
R8-1T4-FS1-005
R8-2T4-FS1-0.05
R10系列
R10-4B1-FSW-0.05
R12系列
R12-4B1-FSW-0.05
R12-4T3-FS1-0.05
R12- 5K4-FSC-0.05
2R12-10A1-FST-0.05
2R12-10K3-FSC-0. 05
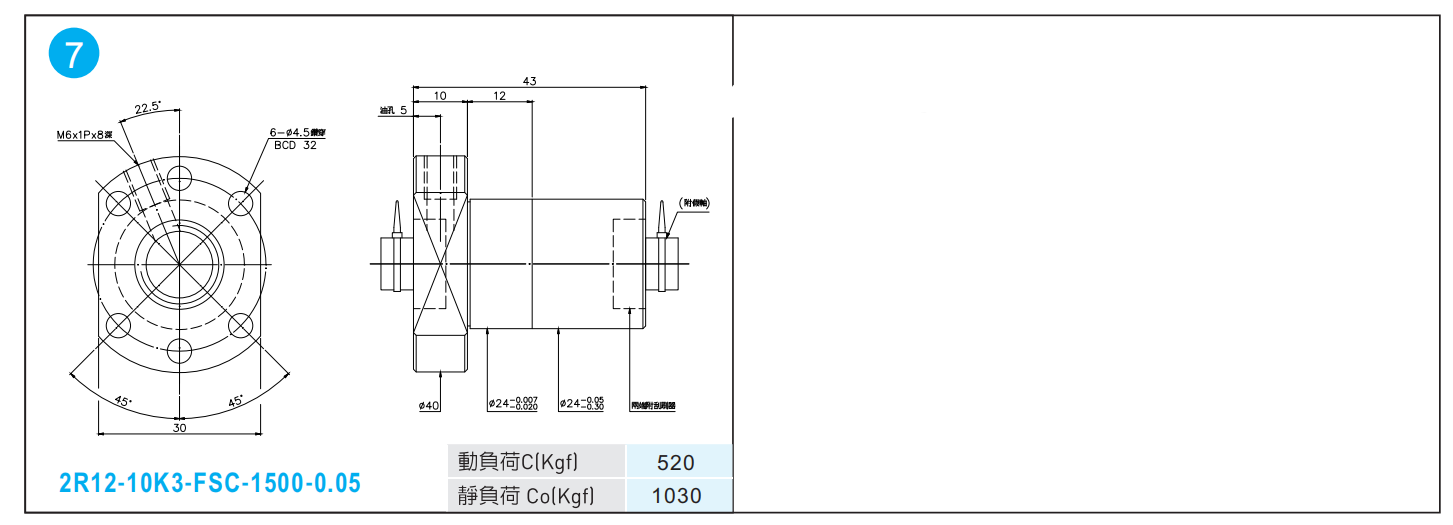
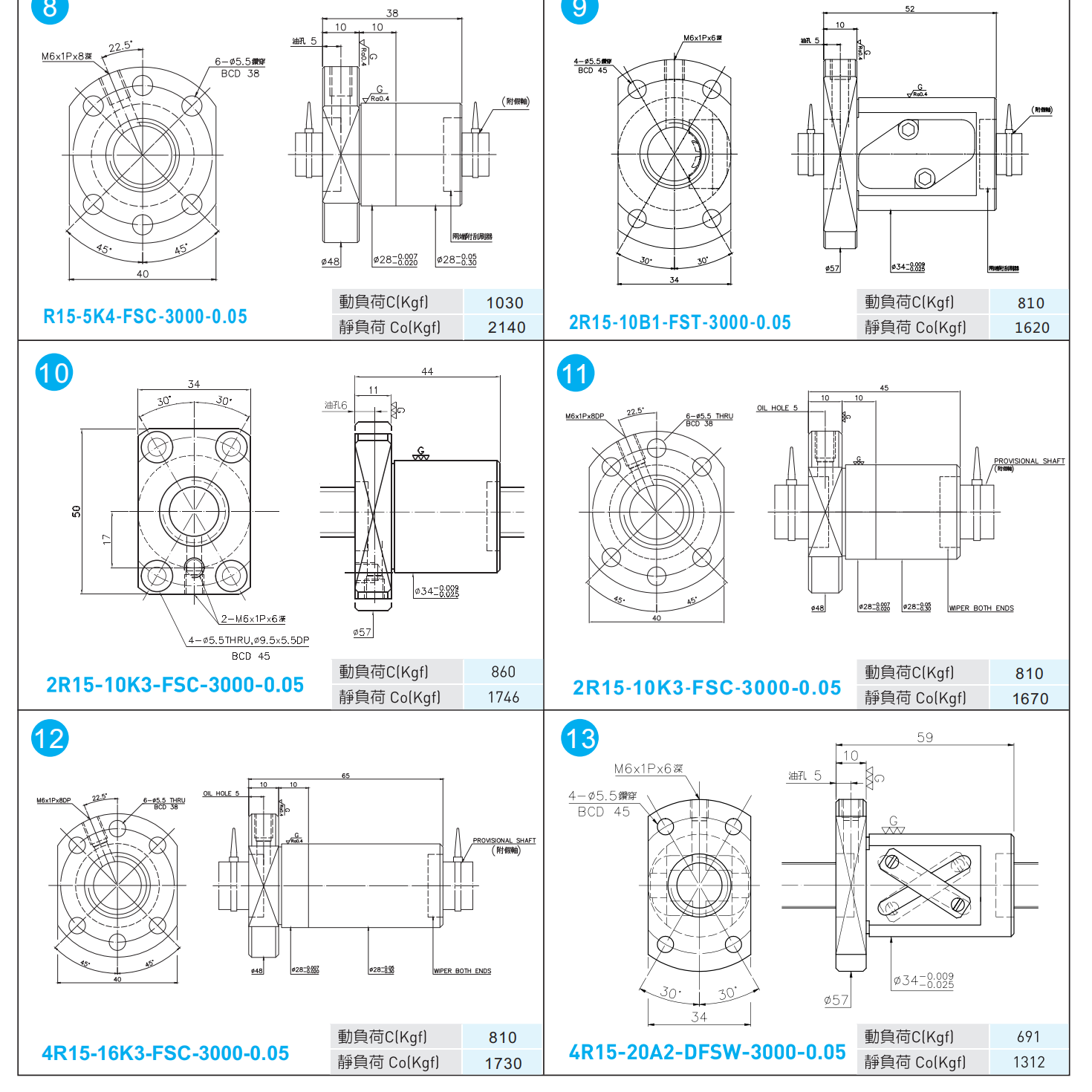
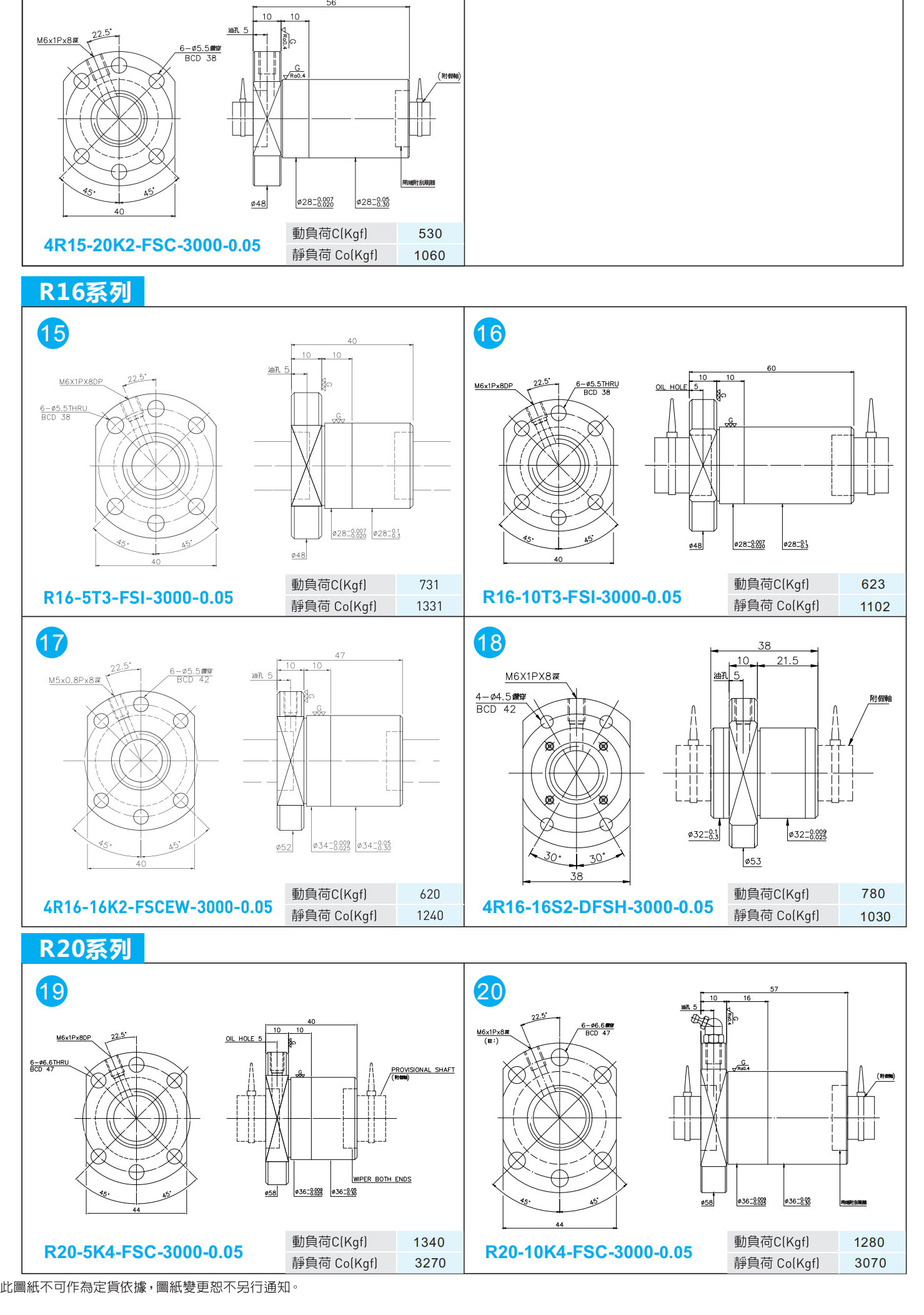
R15系列
R15- 5K4- FSC- 0.05
2R15-10K3-FSC-0. 05
2R15-10B1-FST-0.05
2R15-10K3-FSC -0. 05
4R15-16K3-FSC-0.05
4R15- 20K2-FSC-0.05
4R15- 20A2-DFSW-0.05
R16系列
R16-5T3-FSI-0.05
R16-10T3-FSI-0.05
4R16-16S2-DFSH-0.05
4R16- 32V2-DFSH-0. 05
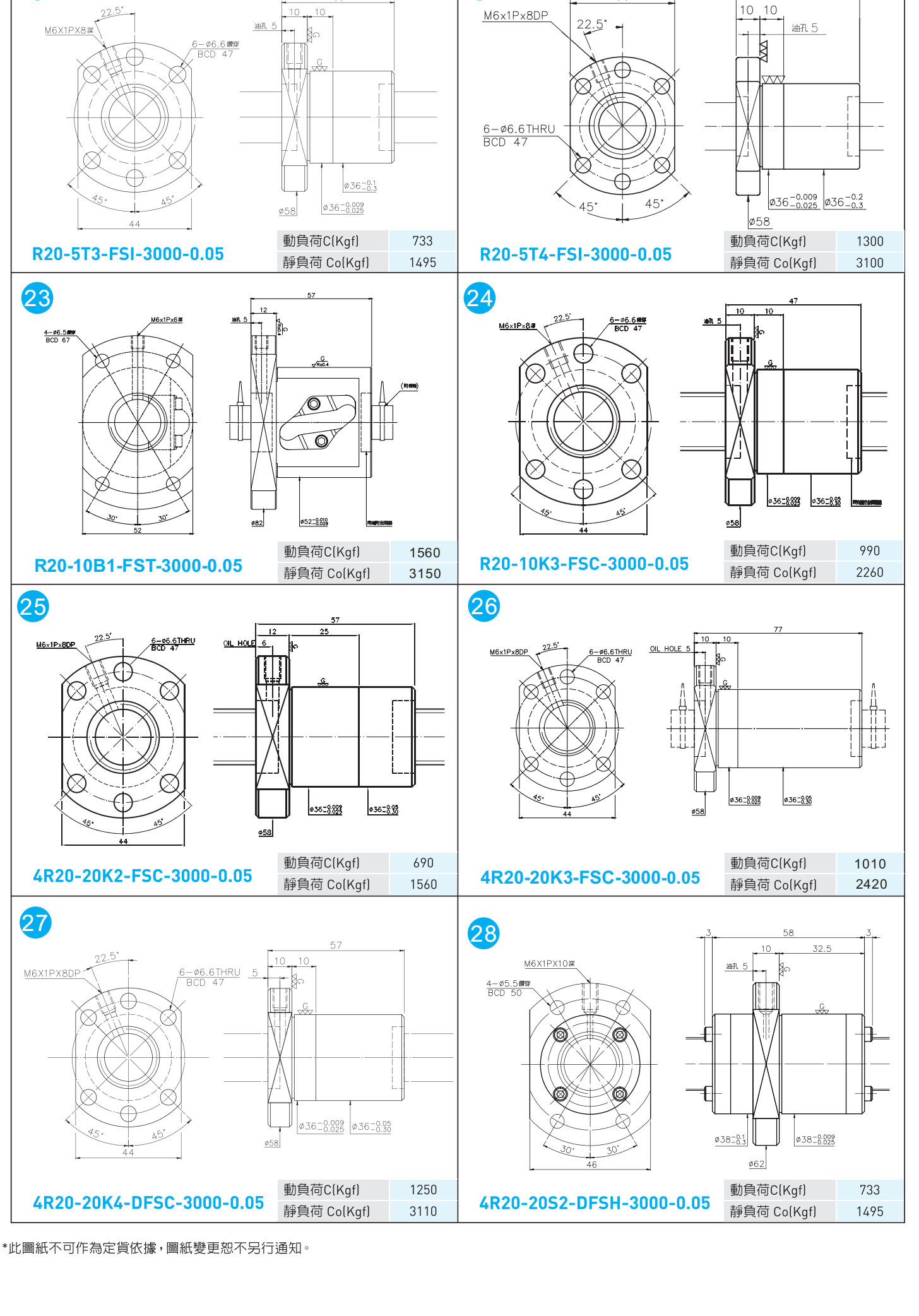
R20系列
R20-5K4- FSC-0.05
R20-5T3-FSI-0. 05
R20- 5T4- -FSI-0.05
R20-10B1-FST-0.05
R20-1 0K3-FSC-0.05
R20-10K4-FSC-0.05
4R20-20K2-FSC-0.05
4R20-20K3-FSC-0.05
4R20-20K4-DFSC-0. 05
4R20-20S2-DFSH-0.05
4R20-40V2-DFSH-0.05
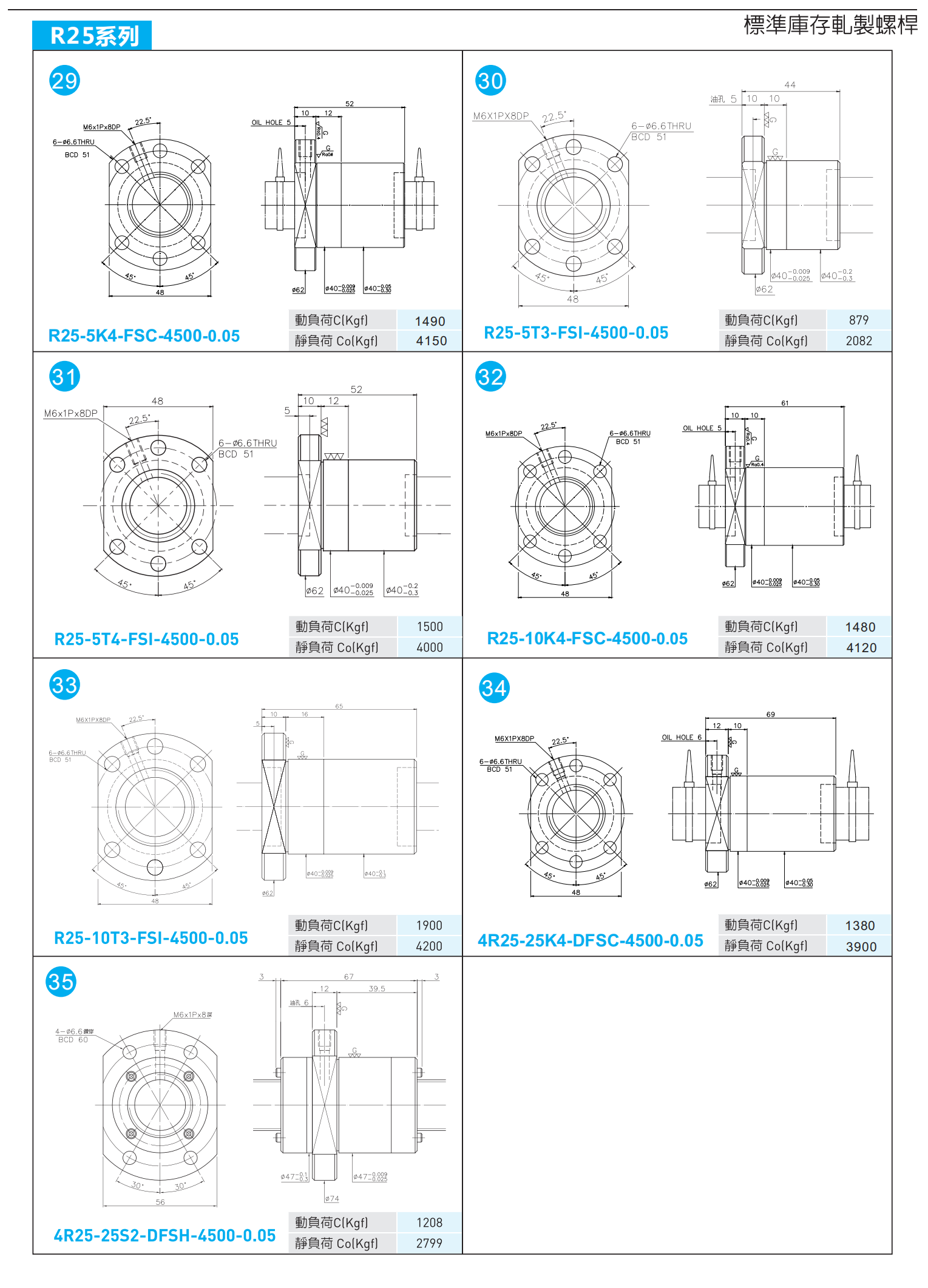
R25系列
R25-5K4-FSC-0. 05
R25-5T3-FSI-0.05
R25-5T4-FSI-0.05
R25-10K4-FSC-0.05
R25-10T3-FSI-0.05
4R25-25S2-DFSH-0. 05
4R25-25K4-DFSC-0.05
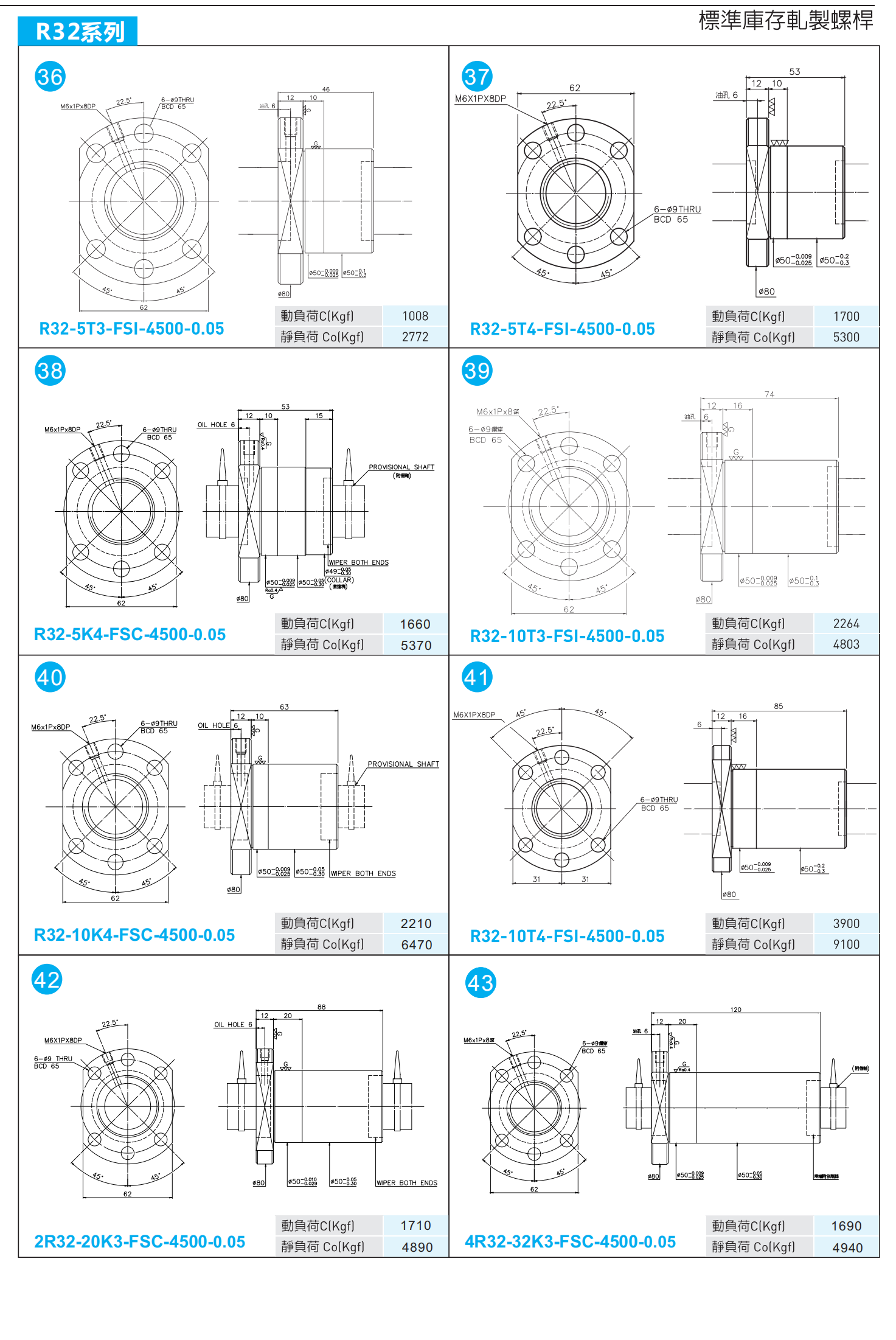
R32系列
R32-5K4-FSC-0.05
R32-5T3-FSI-0. 05
R32-5T4-FSI-0. 05
R32-10K4-FSC-0.05
R32-10T3-FSI-0.05
R32-10T4-FSI-0.05
2R32-20K3-FSC-0.05
4R32-32K3-FSC-0. 05
4R32-32S2-DFSH-0. 05
R38系列
R38-10K4-FSC-0.05
2R38-20K3-FSC-0. 05
4R38-40K2-FSC -0.05
R40系列
R40- 5T4-FSI-0.05
R40-10T3-FSI-0.05
R40-10T4-FSI-0.05
4R40-40S2-DFSH-0.05
R50系列
R50-10T4-FSI-0.05
R50-10T4-FD1-0. 05
R50-10K4-FDC-0. 05
2R50- 20K4-FSC-0. 05
4R50-50S2-DFSH-0.05
R63系列
R63-10T6-FS1-0.05
R63-20K3-FSC-0. 05
R63-20K5-FDC-0. 05
R63-20K5-FSC-0. 05
R80系列
R80-10K4-FSC-0.05
R80-10K5-FDC-0. 05
R80-20K4-FSC-00
R80-20K4-FDC-00

滚珠丝杠亦称为球丝杠,导轨丝杆,滚珠丝杆等等,其包含丝杠、螺帽、循环系统及钢珠。滚珠丝杠为工具机和IT、光电、半导体、医疗等精密设备上最常使用的传动元件,其主要功能为将旋转运动转换为线性运动,或将扭矩转换为轴向反复作用力;同时兼具高精度、可逆性和高效率的特色。HIWIN的滚珠丝杠都能满足各领域上不同的使用要求。HIWIN滚珠丝杠为科技、制程技术、及工程专业技术结合下制造的产品,并且是阐释HIWIN为"High-TechWinners”之意义。
HIWIN精确控管制程,不管是研磨级或转造级皆严守精确牙型设计。严谨的热处理制程以确保滚珠丝杠的硬度及耐磨性能,上述的制程式控制管理皆为达到高负荷及长寿命之要求。
HIWIN精密丝杠具高顺畅和精密定位,且同时兼备低扭矩、高刚性、超静音及可预测之长寿命特性。
HIWIN转造级丝杠,亦具有高顺畅和长寿命及价格便宜的优点;一般使用在精度较不要求的情况。
HIWIN拥有现代化的工厂、专业技术的工程师且以高品质的制程式控制管理组装流程及采用高品质的材料以符合您的需求。我们很荣幸地能为您提供技术资料及选用步骤,让您可从这型录中挑选出合适的滚珠丝杠。
滚珠丝杠的特性
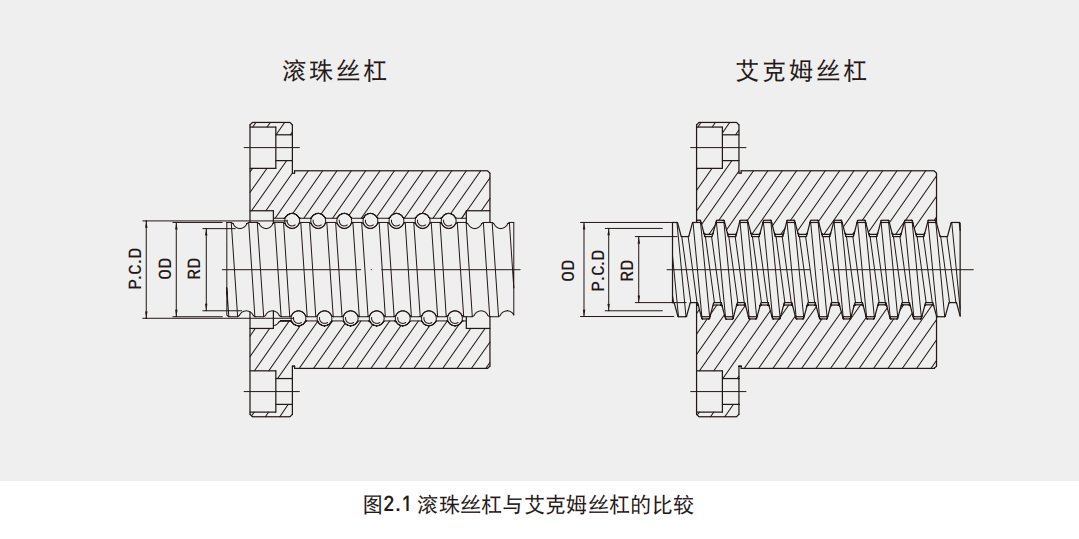
HIWIN滚珠丝杠在使用上有很多的优点, 举凡高效率、可逆性、零背隙、高刚性,导程精度高及其他多项优点,与传统艾克姆丝杠(ACME]相比较, 如图2.1 ;滚珠丝杠在丝杠与螺帽间,加入钢珠。将传统丝杠的滑动磨擦传动以钢珠滚动运动取代。以大大降低磨擦损耗,有助于维持高效率及高精度。下列详述HIWIN滚珠丝杠的各项特性及优点。
[1)高效率及可逆性
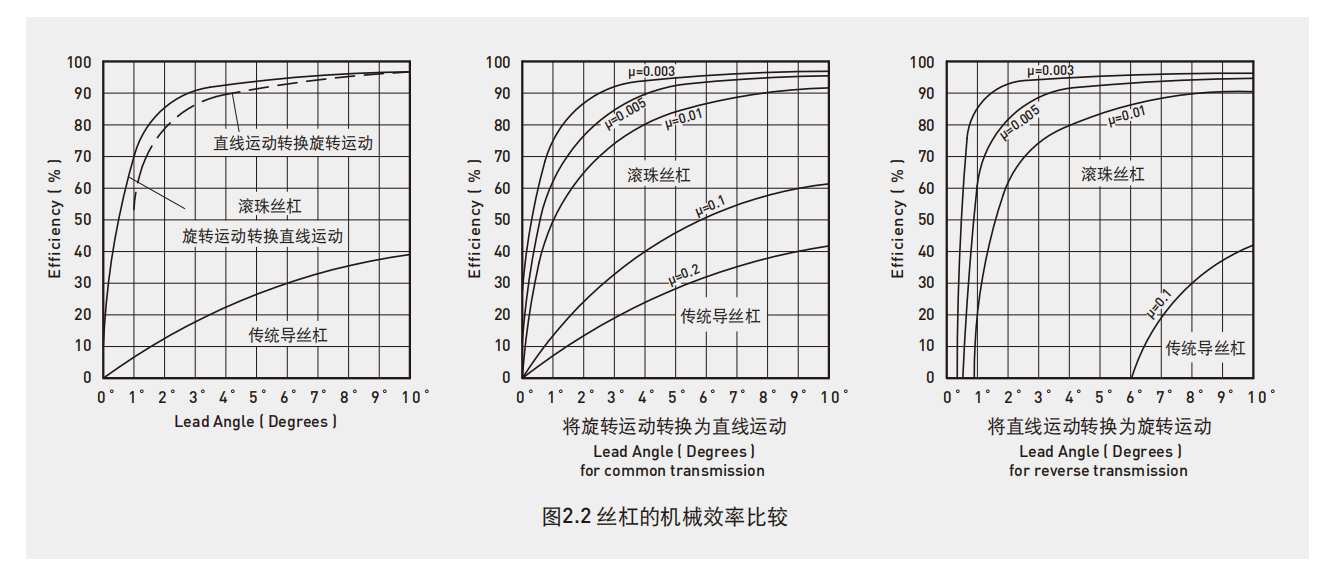
由于滚珠丝杠的丝杠轴及螺帽均是点接触之滚动运动,所以其效率可高达90%以上。因此其传动扭矩仅只有传统导丝杠的1/3,由图2.2可看出滚珠丝杠的机械效率远高于传统导丝杠。
HIWIN滚珠丝杠在牙型表面采以超精密加工,以降低珠槽与钢珠间的接触摩擦;又钢珠与珠槽间为点接触之滚动运动,有低摩擦力及高运转效率的优点。故可降低电机驱动力要求,进而降低成本。
HIWIN以高精度测试仪器并依循标准测试步骤以确保滚珠丝杠的效率。
(2)零背隙及高刚性
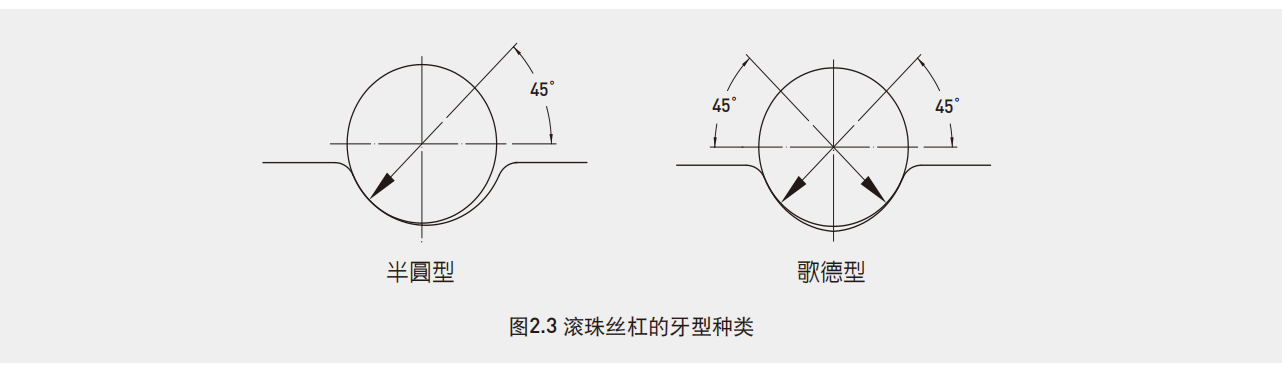
CNC工具机、IT及半导体设备对于传动丝杠的要求为零背隙、最小弹性变形(高刚性]及高顺畅感,经由我们的特别设计可以达成此一要求。图2.3为歌德式牙型详图。滚珠丝杠采用施加预压力,来达到CNC机台的重现性及全行
程的高刚性。但过大的预压力,会增加操作扭矩。如此增加的磨擦扭矩将会产生热及降低预期寿命。透过我们特别的设计及制程,提供给您最佳化的滚珠丝杠一零背隙和低热损失。
一般建议预压力不超过8%动负荷C(10°revs),若要更详细资料请与百家传动联系。
(3)高导程精度
HIWIN滚珠丝杠精度等级依循IS0,JIS及DIN标准制造亦可依顾客需求生产所须精度等级。采用精密雷射量测仪器来保证滚珠丝杠精度并随每支研磨级滚珠丝杠均附上导程精度表,予以100%品质保证。
[4]寿命预测
不同于传统导丝杠的寿命取决接触面之磨耗;HIWIN滚珠丝杠则取决于材料的疲劳破坏。为确保HIWIN滚珠丝杠在预期寿命之可靠度,不管设计、材质、热处理及制程等皆采以最严格的专业考量。滚珠丝杠的预期寿命必须考虑设计品质及制程等几项的安全因子,但最主要以动负荷[C]为依据。而影响动负荷的基本因素为牙型精度、材料特性及表面硬度。一般建议在轴向平均负载计算下,至少应达到1X 106 revs。高品质的滚珠丝杠,必需达到在统计学上的B级寿命[亦即90%的丝杠均达到所设计的寿命),有50%的滚珠丝杠寿命超过设计寿命值的2~4倍。
[5)低起动扭矩及顺畅度
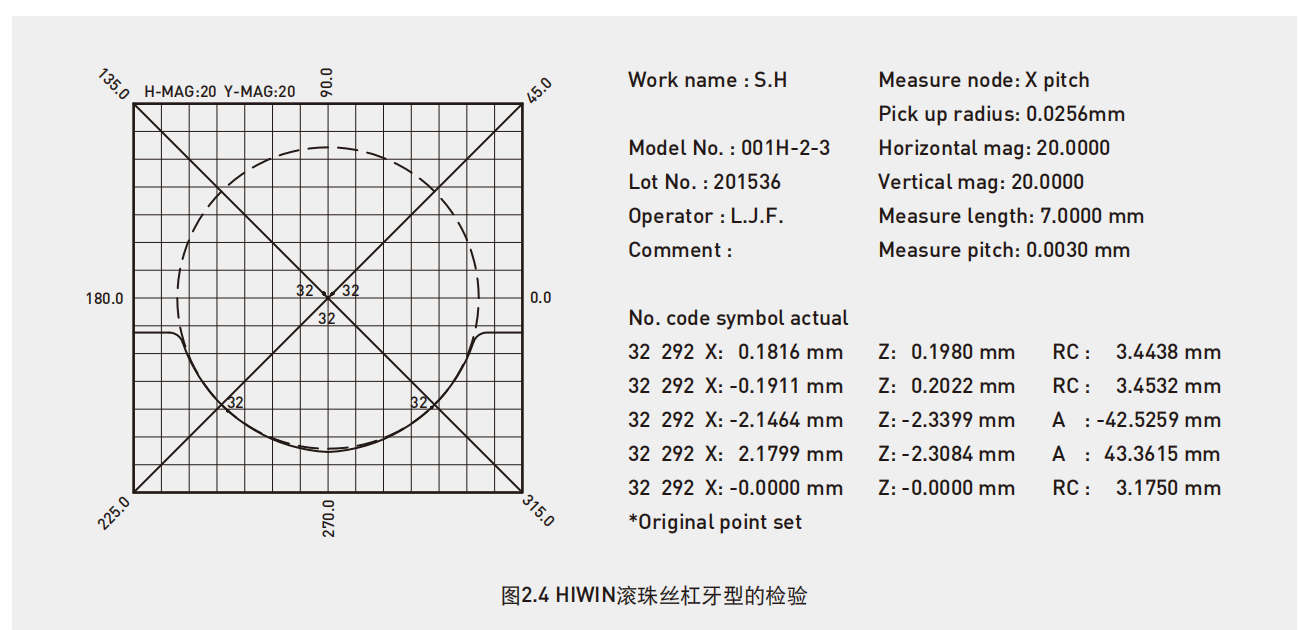
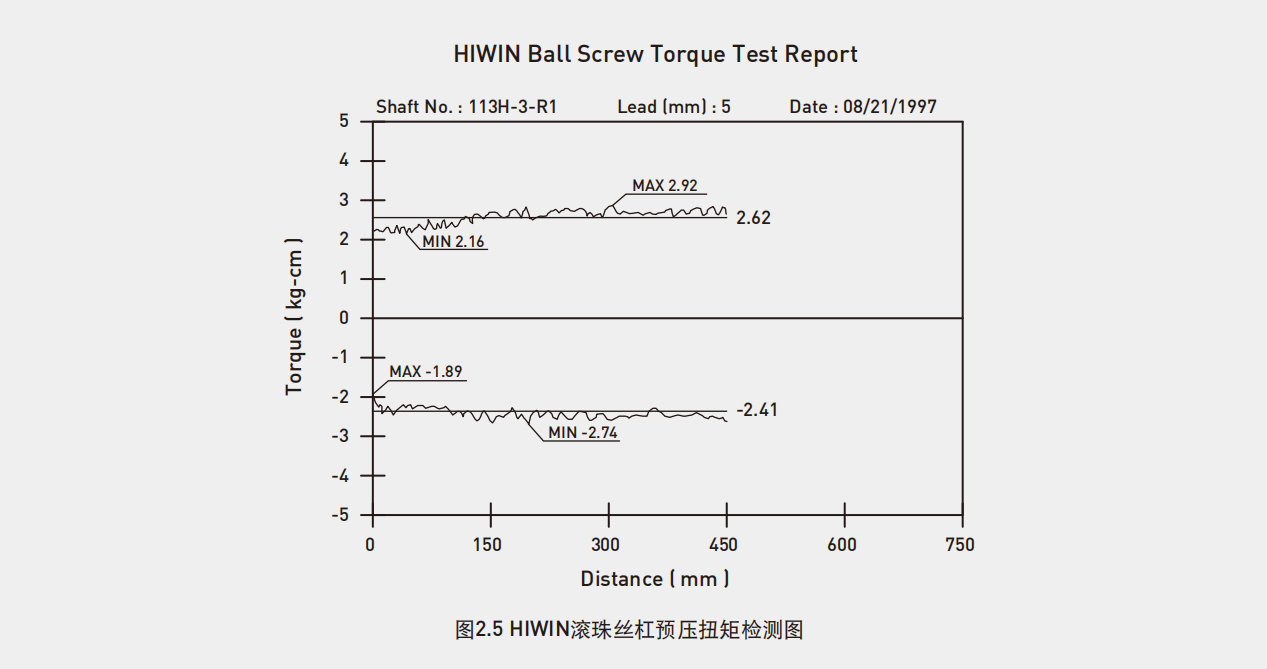
传统导丝杠因为是金属与金属间的面接触,所以为克服起动摩擦力,则必须采以较高的起动扭力。然而滚珠丝杠是由钢珠滚动接触,只须很小的起动扭力即可克服摩擦力。HIWIN采用最佳的牙型设计系数[形状系数]及专业制造技术达成最佳真实牙型。且HIWIN使用牙型测量设备,来监测每一制程中的牙型。如此可确保符合设定之扭力范围。图2.4为一检测的实例。HIWIN亦使用电脑量测,以精确量测出滚珠丝杠的摩擦扭矩图2.5为-典型的"位置扭矩"量测图形。
(6)静音
高品质机械设备于快速进给及重负荷操作下,依然必须要求低噪音。HIWIN严格控管循环系统及牙型设计, 组装技术,并严密检测表面精密加工及尺寸,以达到低噪音的目标。
[7]短交期
HIWIN以最快速的制程安排及库存滚珠丝杠以达到短交期的目标。
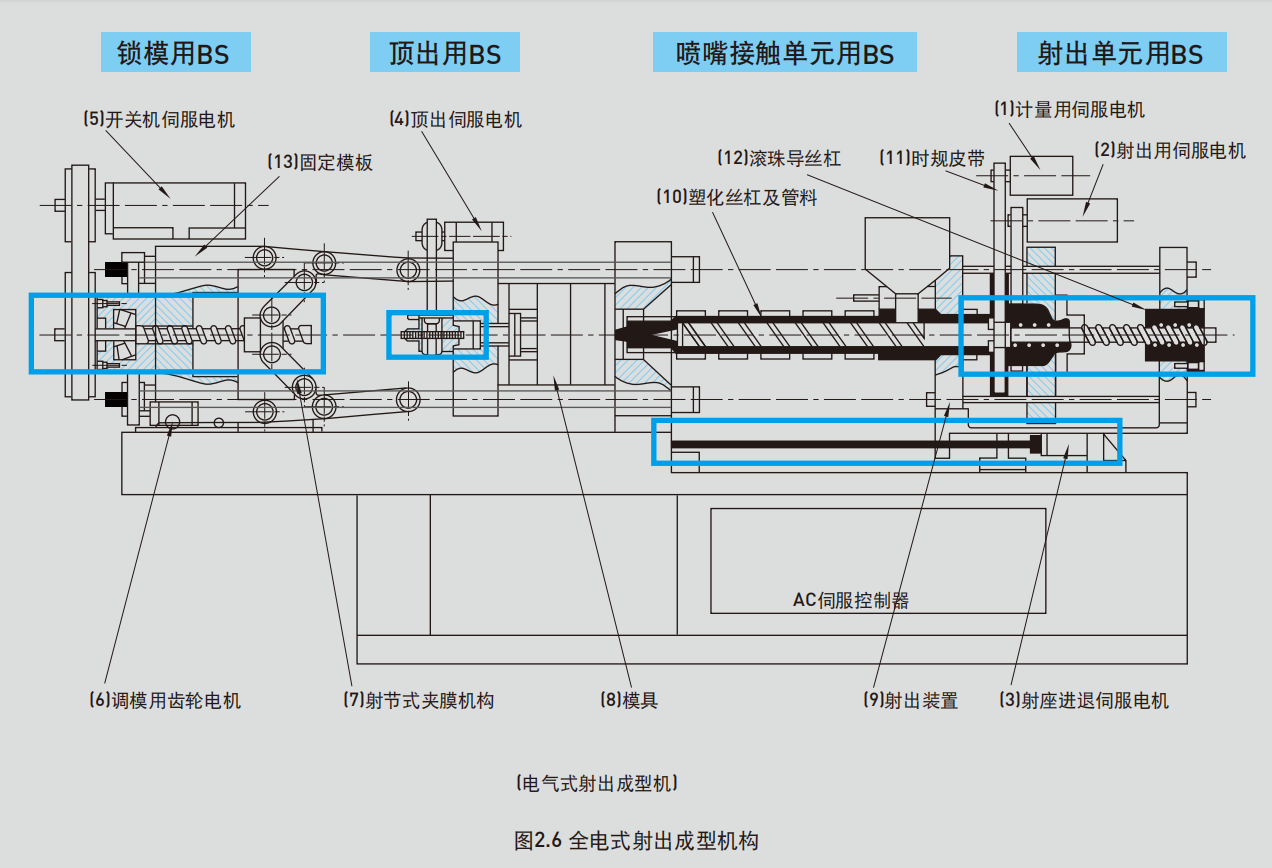
[8)优于气、液压致动器的优点
若致动器中采用滚珠丝杠取代传统的汽压或液压驱动可得到许多的优点如:不会渗漏,不须过滤,省能源及重现性高图2.6为全电式射出成型机构,以取代传统复杂的油压驱动。
滚珠丝杆应用范围
[1) CNC机械: CNC加工中心,CNC车床,CNC铣床,CNC放电加工机,CNC磨床,CNC线切割机,CNC钻孔机等等。
(2)精密机床:铣床,磨床,刀具磨床,齿轮加工机,钻床,刨床,车铣复合机。
(3)产业机械:印刷机,造纸机,自动化机械,纺织机,绘图机,射出成型机,专用机。
[4)电子机械:量测仪器,X-Y平台,医学设备,工厂自动化设备,PCB钻孔机,IC封装机,半导体设备,工厂自动化设备等。
[5)输送机械: Robort Stage, 材料搬送设备, 核能反应器,高度致动器等。
[6)航太工业:飞机襟翼,机场负载设备,尾翼致动器等。
[7]其他:如天线使用的致动器,阀门开关装置,太阳能板伸缩机构,电子显微镜对焦机构等。
HIWIN滚珠丝杠的分类
1:标准滚珠丝杠
HIWIN建议您在设计时,采用标准常用规格的滚珠丝杠,然而高导程或微小滚珠丝杠或其他特殊规格的滚珠丝杠,皆可依您需求来提供,表3.1为标准滚珠丝杠轴径与导程的配对表。
2:螺帽型式
HIWIN滚珠丝杠的螺帽根据滚珠丝杠循环回流系统可分为:SuperS、SuperT、外循环、内循环及端盖式,各循环方式的特长如下所示。
滚珠循环设计的种类
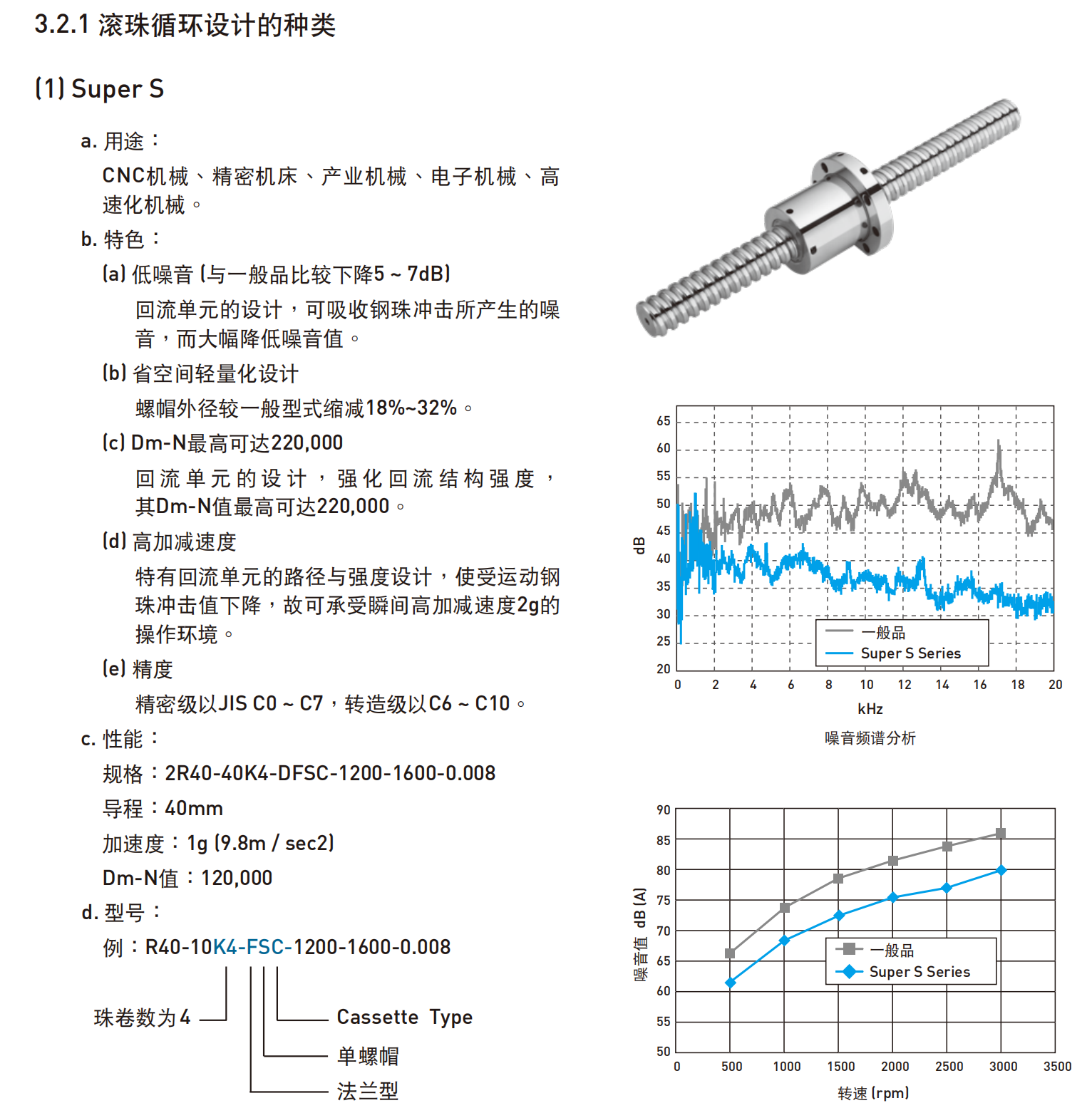
[1) Super S
a.用途:
CNC机械、精密机床、产业机械、电子机械、高速化机械。
b.特色:
[a)低噪音(与一般品比较下降5~ 7dB]回流单元的设计,可吸收钢珠冲击所产生的噪音,而大幅降低噪音值。
(b)省空间轻量化设计
螺帽外径较一般型式 缩减18%~32%。
[c) Dm-N最高可达220,000
回流单元的设计,强化回流结构强度.,其Dm-N值最高可达220,000。
[d)高加减速度
特有回流单元的路径与强度设计,使受运动钢珠冲击值下降,故可承受瞬间高加减速度2g的操作环境。
[e]精度
精密级以JIS C0~C7,转造级以C6~C10。
C.性能:
规格: 2R40-40K4- DFSC-1200- 1600-0.008
导程: 40mm
加速度: 1g [9.8m/ sec2)
Dm-N值: 120,000
d.型号:
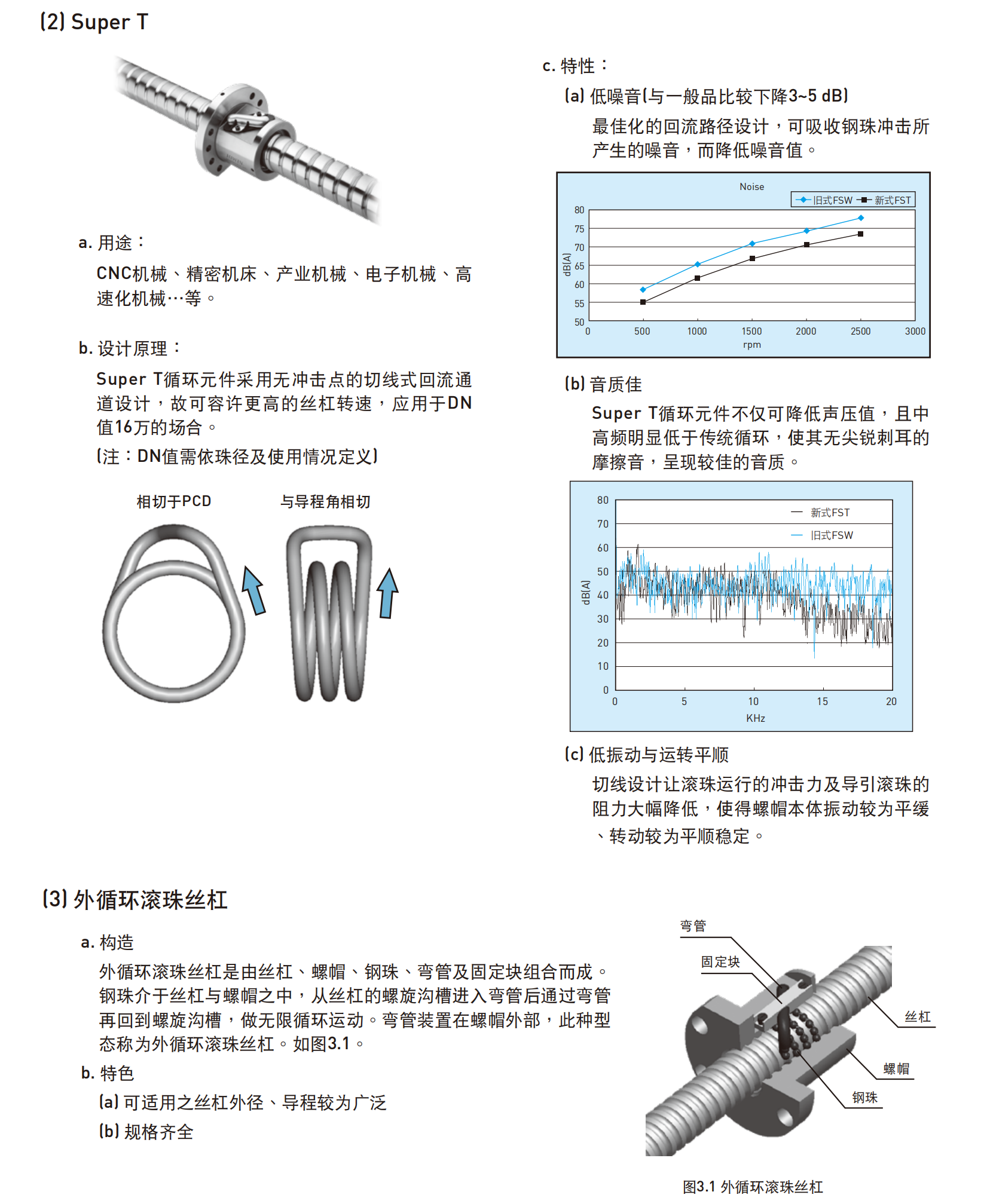
[2) Super T
a.用途:
CNC机械、精密机床、产业机械、电子机械、高
速化机械等
b.设计原理:
SuperT循环元件采用无冲击点的切线式回流通道设计,故可容许更高的丝杠转速,应用于DN值16万的场合。
(注:DN值需依珠径及使用情况定义
C.特性:
[a)低噪音(与一般品比较下降3~5 dB]最佳化的回流路径设计,可吸收钢珠冲击所产生的噪音,而降低噪音值
(b]音质佳
Super T循环元件不仅可降低声压值,且中高频明显低于传统循环,使其无尖锐刺耳的摩擦音,呈现较佳的音质。
(3)外循环滚珠丝杠
a.构造
外循环滚珠丝杠是由丝杠、螺帽、钢珠、弯管及固定块组合而成。钢珠介于丝杠与螺帽之中,从丝杠的螺旋沟槽进入弯管后通过弯管再回到螺旋沟槽,做无限循环运动。弯管装置在螺帽外部,此种型态称为外循环滚珠丝杠。如图3.1。
b.特色
[a)可适用之丝杠外径、导程较为广泛
(b)规格齐全
[c)低振动与运转平顺
切线设计让滚珠运行的冲击力及导引滚珠的阻力大幅降低,使得螺帽本体振动较为平缓\转动较为平顺稳定。
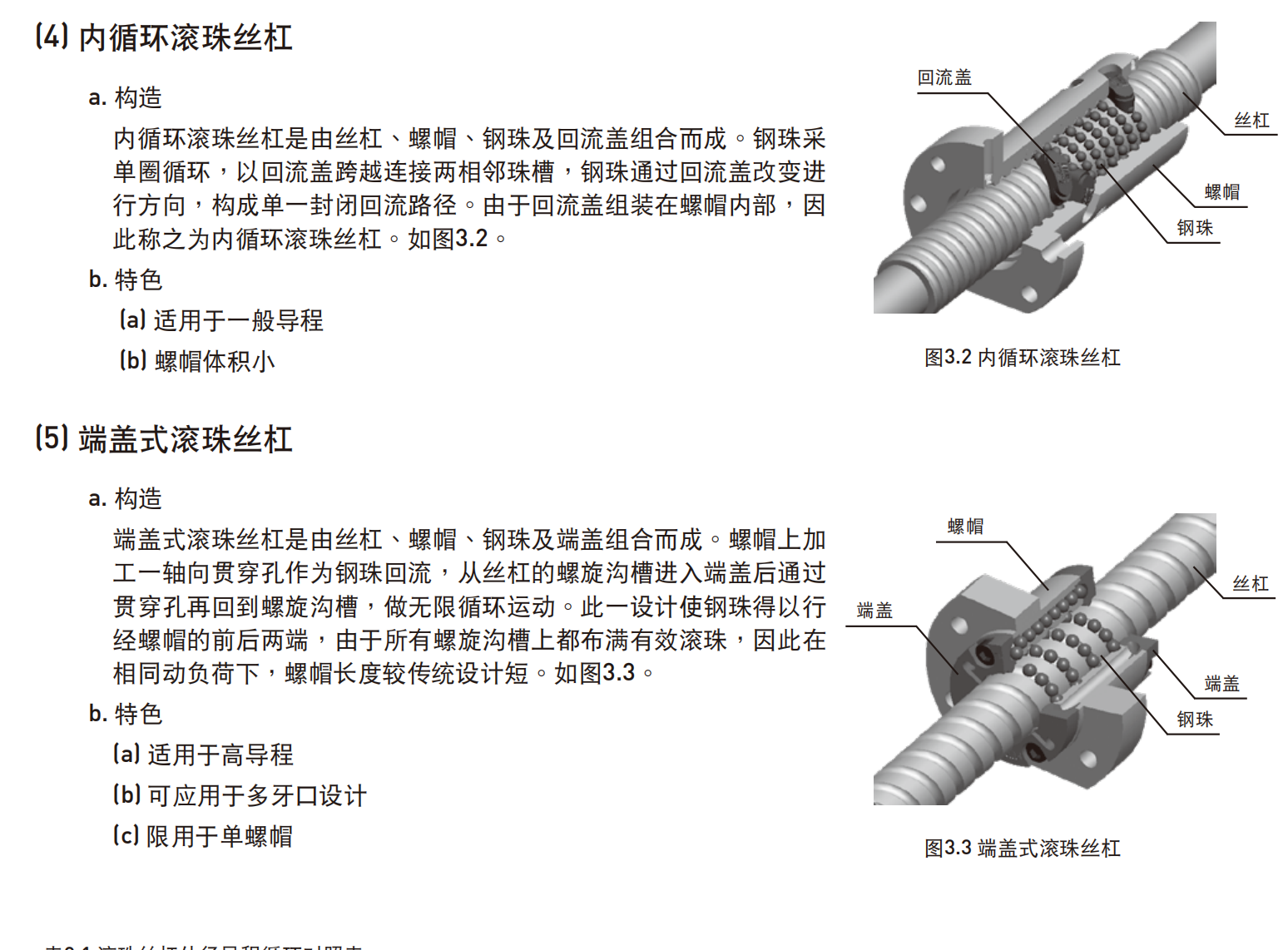
[4)内循环滚珠丝杠
a.构造
内循环滚珠丝杠是由丝杠、螺帽、钢珠及回流盖组合而成。钢珠采单圈循环,以回流盖跨越连接两相邻珠槽,钢珠通过回流盖改变进行方向,构成单--封闭回流路径。由于回流盖组装在螺帽内部,因此称之为内循环滚珠丝杠。如图3.2。
b.特色
[a)适用于一般导程
(b]螺帽体积小
(5]端盖式滚珠丝杠
a.构造
端盖式滚珠丝杠是由丝杠、螺帽、钢珠及端盖组合而成。螺帽.上加工一轴向贯穿孔作为钢珠回流,从丝杠的螺旋沟槽进入端盖后通过贯穿孔再回到螺旋沟槽,做无限循环运动。此一设计使钢珠得以行经螺帽的前后两端,由于所有螺旋沟槽上都布满有效滚珠,因此在相同动负荷下,螺帽长度较传统设计短。如图3.3。
b.特色
[a)适用于高导程
(b]可应用于多牙口设计
[c)限用于单螺帽

滚珠丝杠选用和安装的重要观念
[1]滚珠丝杠必须保持彻底的清洁并且用防锈油作好防护,应特别注意不可使尖锐物或刀具撞击牙型表面及不可让任何铁屑进入螺帽内部;而且组装轴端外径亦不可碰撞擦伤,如图4.1。
[2)选择精度等级适用的滚珠丝杠请参考表4.5,依组装标准程式安装,换言之,使在CNC工具机.上的精密研磨级滚珠丝杠,必须精确的校正及选用合适的精密轴承组合。
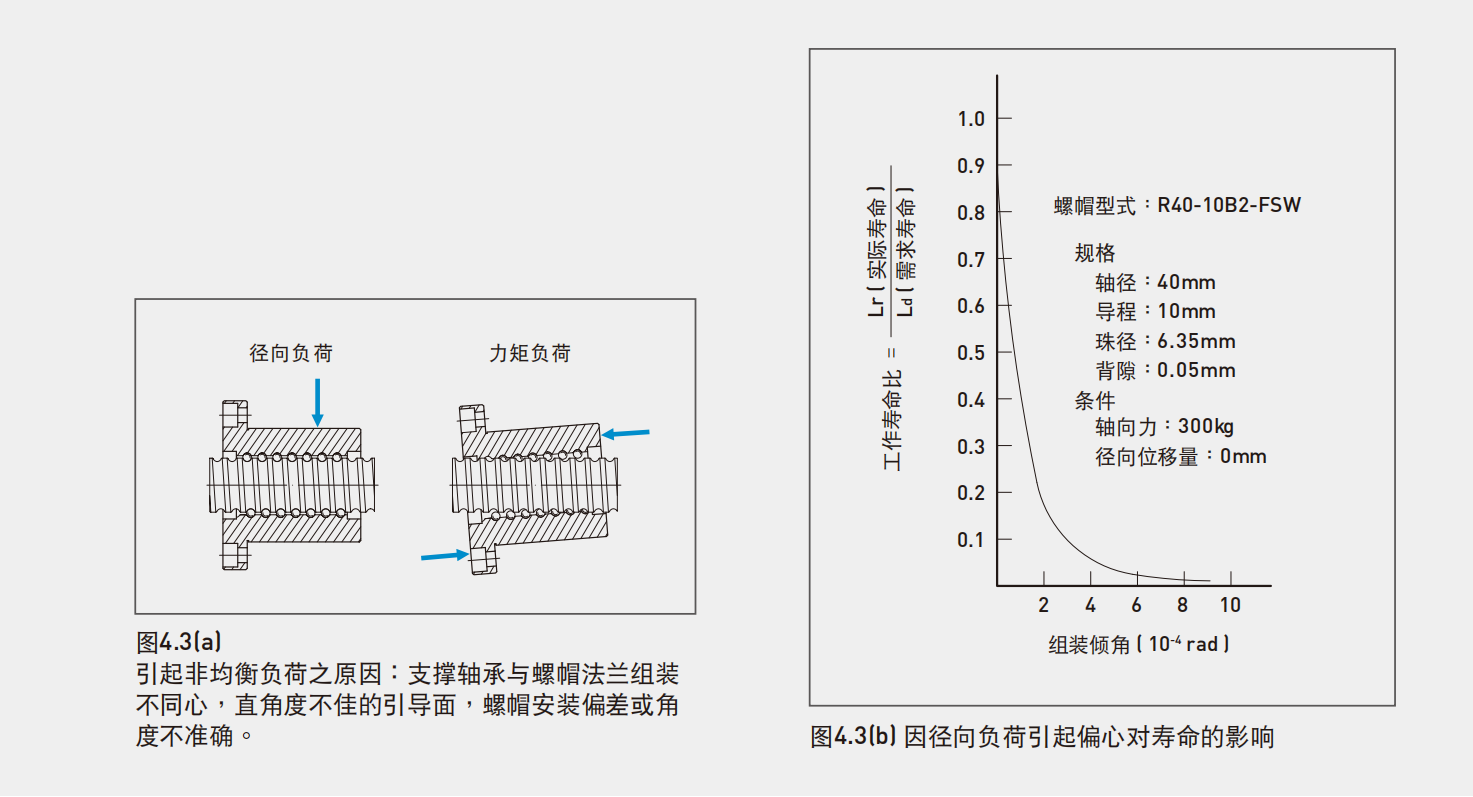
转造级滚珠丝杠适用于精度较不高的场合,如包装机械.等,即可选用精度较不高的支撑轴承组合。特别重要是,避免轴承支撑座与螺帽的偏心,造成负荷的不均,如图4.3。不均匀负载含径向力及扭矩,参图4.3[a) ,皆可能造成故障及寿命减低,如图4.3(b]。

(3)为使滚珠丝杠达到最高寿限,HIWIN建议您使用含有润滑剂之轴承用油,但油中含石墨及二硫化钼(MoS2)除外,油脂必须保持填注于钢珠及珠槽上。油浴式或滴油式给油法皆可,但以直接给油到螺帽内为佳,如图4.2。
[4]特别注意,当安装滚珠丝杠于机械_上,请勿敲打螺帽或弯管,同时不可让螺帽与丝杠分离或过行程-螺帽部份行程离开丝杠,如图4.3,若是如此会造成钢珠脱离珠槽。
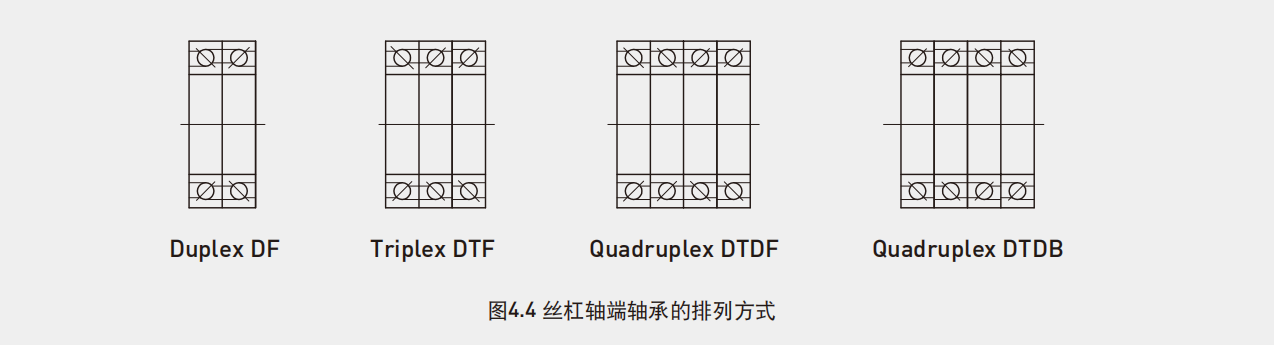
[5]选择合适的轴端支撑轴承组合,在CNC工具机上,建议采用斜角轴承[斜角:60° ),如图4.4。
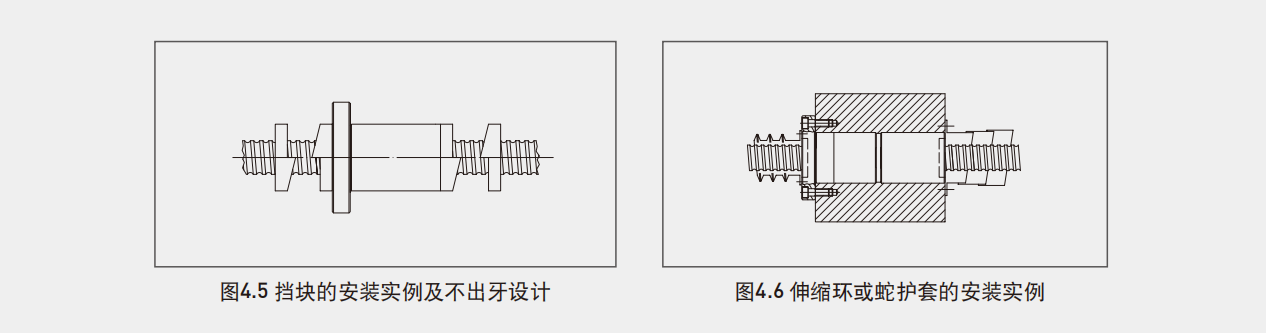
(6)在丝杠两端应该安装防撞器或不出牙设计以避免螺帽过行程,导致丝杠的破坏,如图4.5。
[7]滚珠丝杠建议使用伸缩式之保护套来保护,以避免受到环境中尘埃或铁屑的污染。若有碎屑或异物进入螺帽内,则会造成丝杠只剩十分之一寿命。采以伸缩式须要在法兰上加螺纹孔以固定之,如图4.6。此项特殊之需求,请联系百家传动。
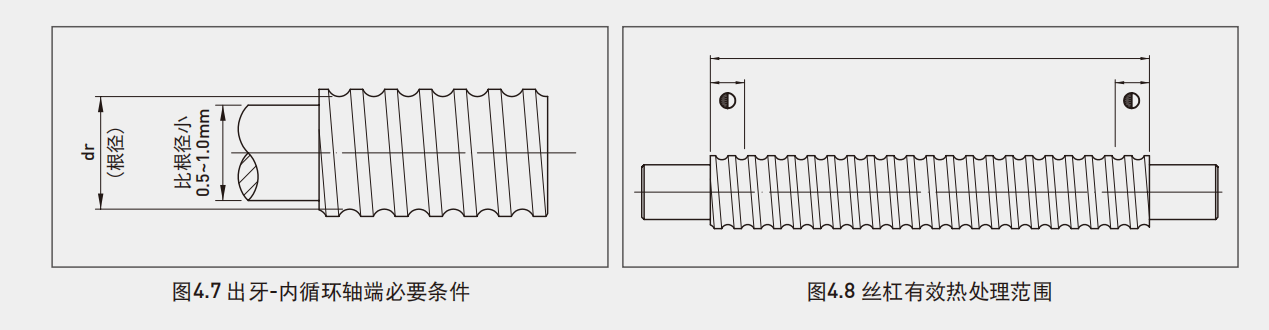
[8)若您选用内循环或端盖式循环的滚珠丝杠,则其-端螺纹必须出牙且肩部最大尺寸,必须小于根径0.5~1.0mm,若要求肩部尺寸大于根径亦可, 但将有螺纹线留于肩部上便于螺帽装入。如图4.7。
[9]滚珠丝杠热处理时于靠近肩部加工的螺纹牙部份有10~20mm长度须保持软化, 以便于加工肩部。此区域会标示“0”记号于HIWIN图面上,如图4.8。如您有特殊之要求请与百家传动联系。
[10]过大的预压力将造成摩擦扭矩的大增及温升效应而使得预期寿命的减短。但太低的预压力,会使得滚珠丝杠刚性不足及增加失步(lost motion)的可能性。于CNC工具机的使用上,HIWIN建议您,以不超过8%动负荷为预压力的最大值;于自动化X-Y平台机构以不超过5%动负荷为预压力的最大值。
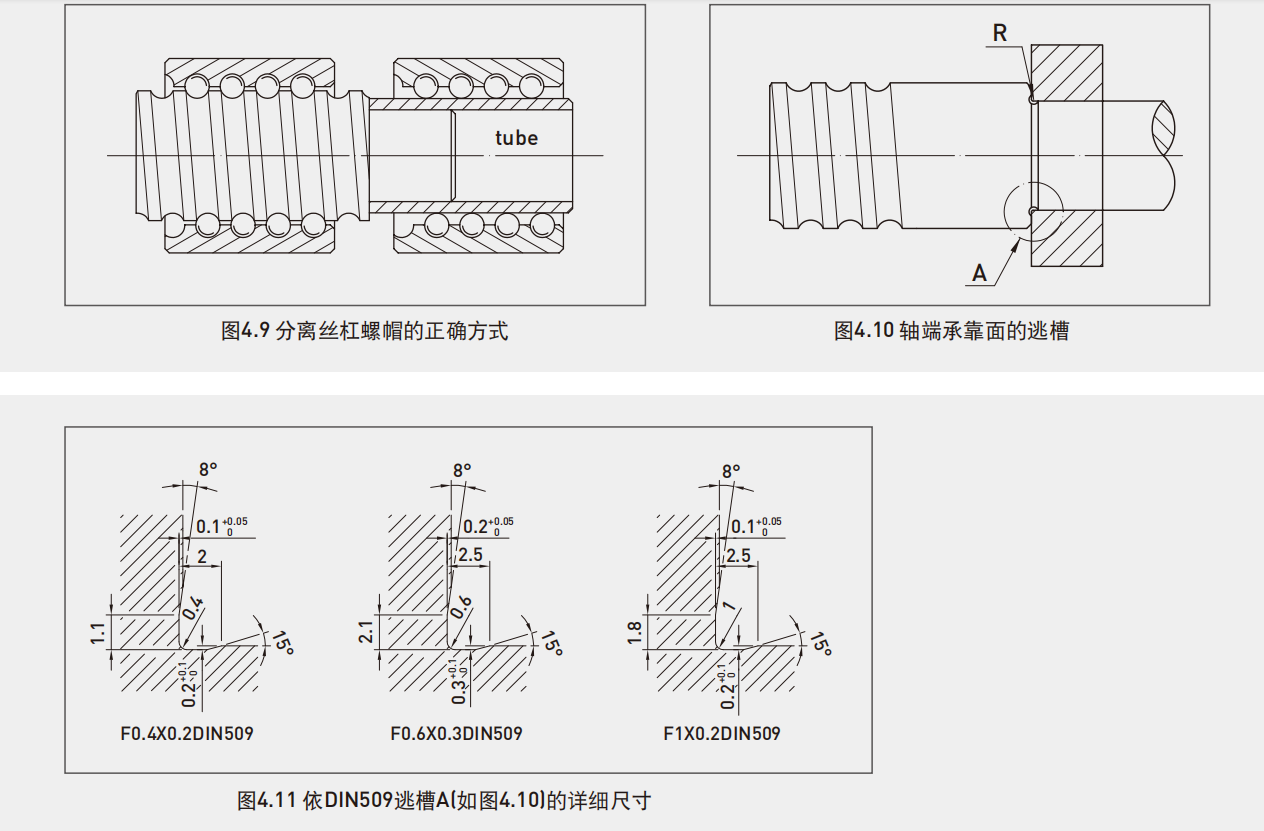
([11]当您需要与丝杠轴分离并再组合时, 必须透过一个外径小于丝杠根径0.2~0.4 mm的管子,参考公式M37接于丝杠出牙的- -端,将螺帽旋出,套内管中参照图4.9。
[12)图4.10表示轴端承靠面的逃槽;轴端支撑轴承必须有一倒角才能正确的定位,同时维持适当的直度,HIWIN建议您采用DIN 509的逃槽尺寸,如详图4.11。
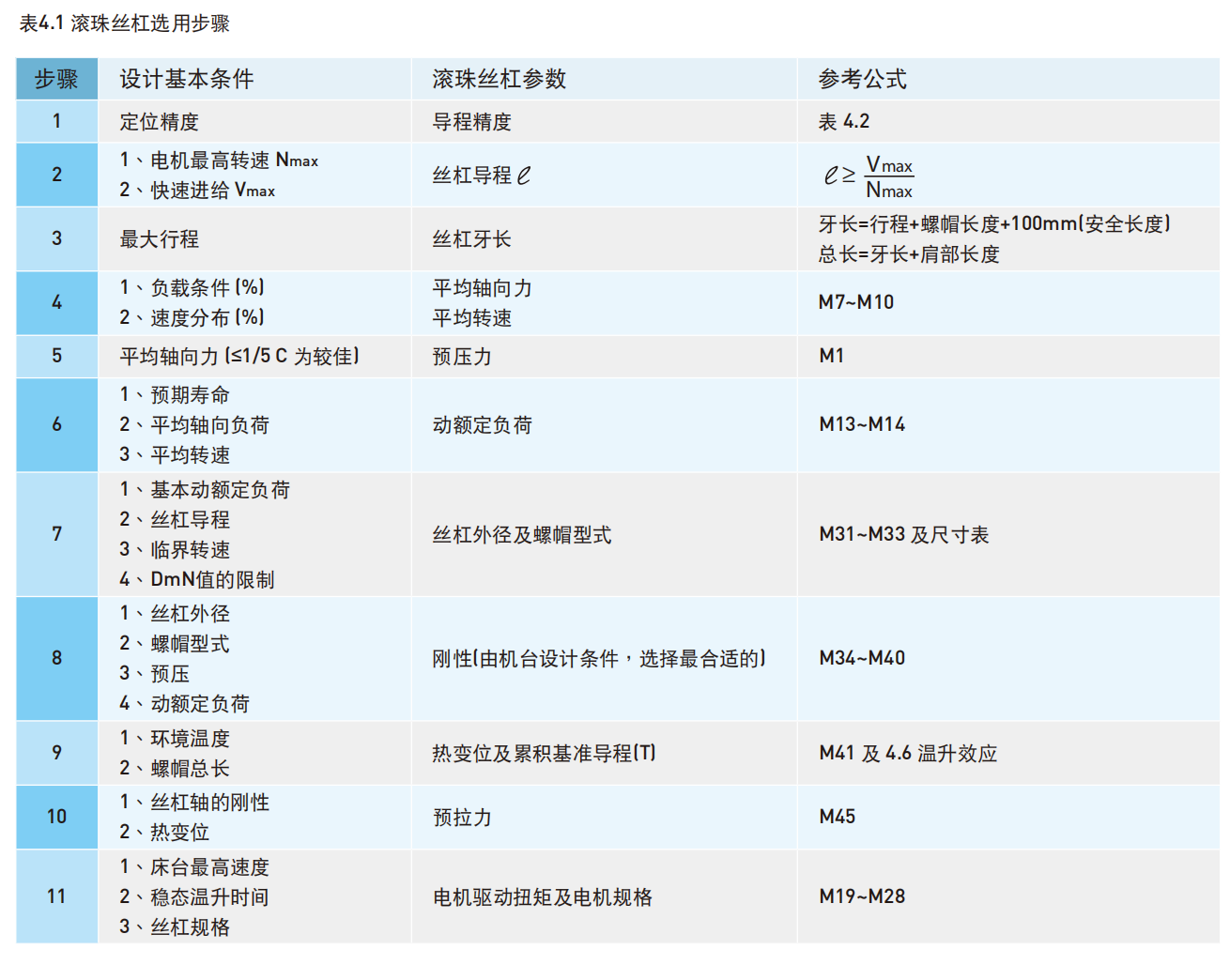
滚珠丝杠选用流程
HIWIN滚珠丝杠选用步骤如表4.1所示
从已知的设计条件[A)选择适当的滚珠丝杠类别(B)经由参考公式一步步遵从选择程序[C]找出最符合设计需求的滚珠丝杠规格。
滚珠丝杠精度等级
选择符合您需求的精度等级,而不要选择超过您需求的精度等级以避免非必要的成本。
精密级滚珠丝杠应用在需要高定位精确、重现性高、平稳的运动及寿命长之场合。
转造级滚珠丝杠应用在需要高效率和高寿命但不以高精度为诉求之场合。
精密转造丝杠其精度介于转造级丝杠及精密研磨级丝杠之间。
可取代许多相同精度等级研磨级滚珠丝杠的应用领域。
HIWIN可生产高达C6级精密级转造滚珠丝杠。唯几何公差不同于精密研磨级滚珠丝杠(参考第6章]。 因为丝杠外径并未研磨,制造程序和研磨级滚珠丝杠有所不同。第7章为HIWIN转造滚珠丝杠详细介绍。
[1]精度等级
高精度滚珠丝杠从用于精密量测、航空设备到运输包装设备等有很多的应用领域。品质及精度等级可由下述特性分类:导程误差、表面粗糙度、几何公差、背隙、预压力变动范围、温升及噪音。
HIWIN精密研磨级滚珠丝杠分为7个等级。-般说来HIWIN精密研磨级滚珠丝杠是由所谓"V300"来定义,但与转造级滚珠丝杠的等级分类略有不同(转造级请参考第7章]。图4.12为依据滚珠丝杠精度所绘制的导程测定图。相同的DIN精度等级如表4.2所示。从图形中,各项规范数值,可由表4.2所示由精度来决定。图4.14为HIWIN依照DIN标准量测的结果。HIWIN规格的精度等级滚珠丝杠请参照表4.2所示。相关的国际规范如表4.3所示。工具机的定位精度士e。是由V3。决定。符合各种机器使用的精度表如表4.5所示。这是在不同应用领域中选用适当的滚珠丝杠之参考图表。
(2)轴向余隙(背隙]
若滚珠丝杠轴向余隙为零,则必然存在预压力,同时采以预压扭矩为量测依据。HIWIN滚珠丝杠标准轴向余隙如表4.4所示。在CNC工具机所使用之零背隙滚珠丝杠如刚性不足会造成失步现象。请与HIWIN连络以决定最佳背隙或刚性值。
(3)几何公差
选用正确精度等级的滚珠丝杠以符合机器需求是极为重要的。表4.6和图4.15帮助您以精度等级规范几何公差。
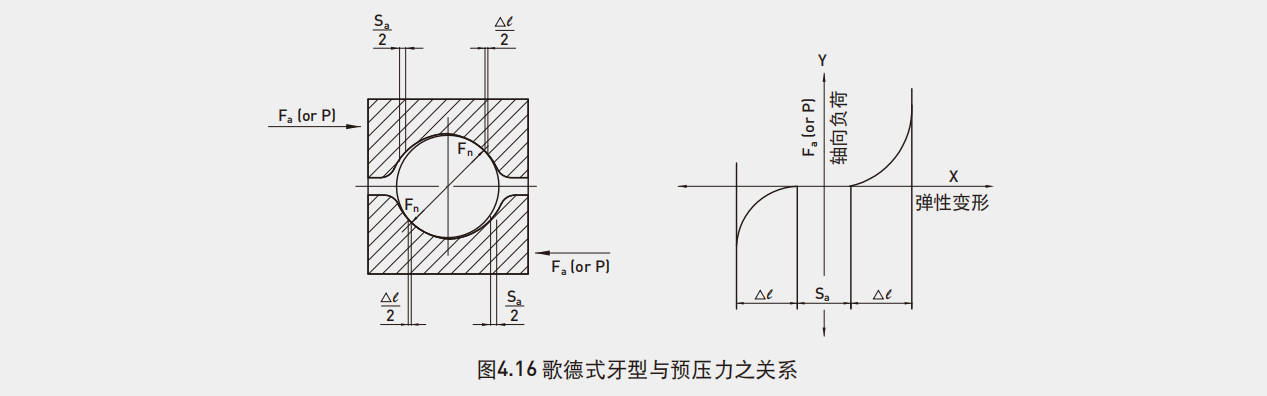
预压方式
预压的目地在消除轴向背隙且降低因轴向力造成的弹性位移,亦可改善滚珠丝杠刚性[避免失步]。因滚珠丝杠承受轴向负荷,针对有预压牙型的设计以歌德式为佳。此牙型具有独特的钢珠与珠槽接触方式能消除任何可能的轴向背隙并能增加刚性。有预压歌德式牙型负荷方式如图4.16所示。独特之歌德式牙型珠槽能产生大约45°的钢珠接触角。由外部驱动力及内部预压力产生轴向力Fa能产生两种背隙,一种是钢珠与珠槽间制造余隙所产生的正向背隙Sa。另- -种是由垂直于接触点的正向力Fn所产生的弹性变形△l。由制造余隙所产生背能由内部预压力P消除,此种预压力可借由双螺帽、偏移节距的单螺帽或以钢珠大小调整预压的单螺帽产生。弹性变形是由内部预压力和外部负荷产生进而造成失步效应。
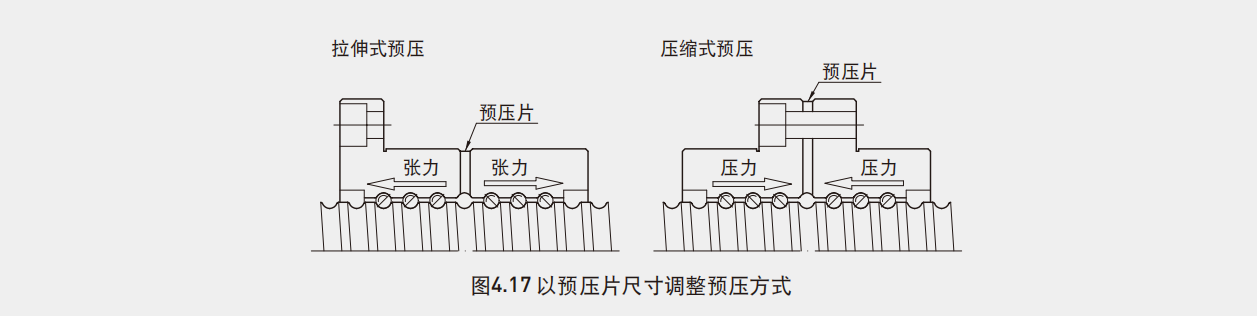
(1)双螺帽预压方式
此预压借由两螺帽间之预压片产生,图4.17。
“拉伸预压”是由过大的预压片有效的挤压分开螺帽。“压缩预压” 是由过小预压片,再以螺栓将两螺帽拉在一起。拉伸预压是HIWIN精密级滚珠丝杠最常使用的方式。然而也能依您的需求制造压缩预压滚珠丝杠。滚珠丝杠预拉必然增加刚性,但请告诉HIWIN您设计的预拉量为多少[建议每公尺0.02mm~0.03mm,但应该用T值作补偿]。
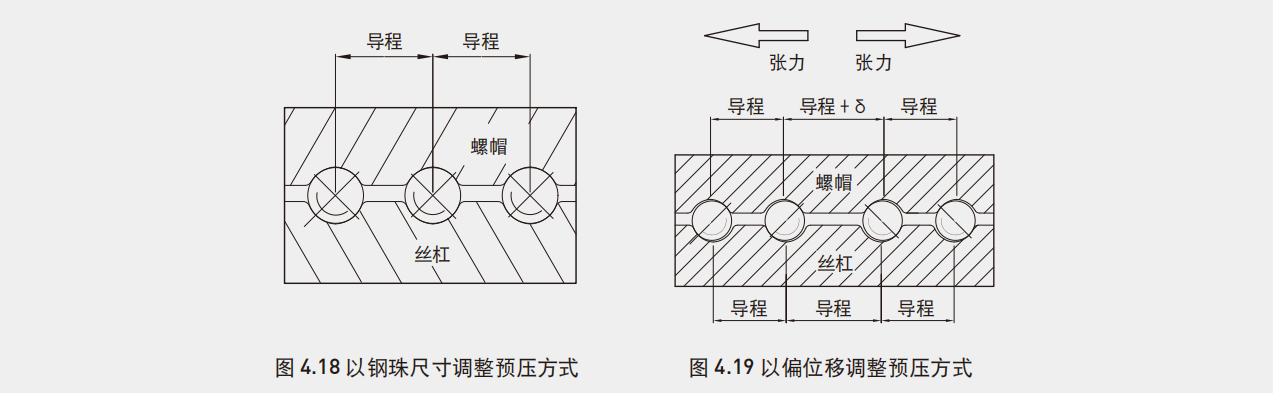
(2)单螺帽预压方式
单螺帽有两种预压方式其中-种称为'过大钢珠预压方式"。此种方式内容的钢珠比珠槽空间大[过大钢珠)使钢珠产生4点接触,如图4.18所示。另一种称为“导程偏移预压方式"如图4.19所示。在螺帽节距.上有δ值的偏移。这种方式用来取代传统双螺帽预压方式,并在较短螺帽长度及较小预压力下拥有较高刚性。然而此方式不适用于太高预压力。最好将预压力设计在5%动负荷以下。
滚珠丝杠的失效分析
近几年,越来越多的滚珠丝杠被用于各式各样的机器,来满足高精度与高性能的设备需求,滚珠丝杠成为使用最广的传动元件之一。在CNC的机械中,滚珠丝杠增加其定位精度及延长其使用寿命。在传统的机械.上,滚珠丝杠也逐渐取代爱克姆丝杠。滚珠丝杠通常会搭配预压力来消除机器运转时的背隙,但若滚珠丝杠安装不当时就无法展现其高精度与较长的寿命。此篇文章主要讨论滚珠丝杠的问题与问题的预防,详述--些测定程序来帮助使用者找出发生不正常背隙的原因。
滚珠丝杠发生问题的原因与预防
以下叙述三种滚珠丝杠发生问题的主因及其预防方法。
1.无预压或预压不足
无预压的滚珠丝杠垂直放置时,螺帽会因本身的重量而造成转动而下滑;无预压的丝杠会有相当的背隙存在,因此只能用于较小操作阻力的机器,但主要的顾虑是定位精度较不要求。上银于不同的应用上决定正确的预压量,并于出货前调好预压;因此当您订购滚珠丝杠前请确实详述设备的操作情况。
2.扭转位移太大
(1]热处理不当、硬化层太薄、硬度分布不均或材质太软钢珠、螺帽、丝杠的标准硬度分别为HRC 62~66、HRC58~62、HRC 56~62。
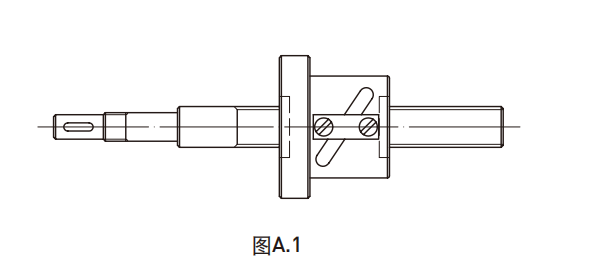
(2)不当的设计
细长比(Slender ratio)太大...等丝杠的细长比越小刚性越高,细长比的界限必须在60以下(精度与细长比的关系参考表4.10),如果细长比太大丝杠会产生自重下垂。如图A.1所示的滚珠丝杠只以单侧支撑,此种较弱刚性的设计应尽可能避免。
3.轴承选用不当
通常滚珠丝杠必须搭配斜角轴承,尤其是以高压力角设计的轴承为较佳的选择;当滚珠丝杠承受轴向负载时,一般的深沟滚珠轴承会产生一定量的轴向背隙,因此深沟滚珠轴承并不适用于此。
4.轴承安装不当
[1)若轴承安装于滚珠丝杠而两者贴合不确实,在承受轴向负载的情况下会导致背隙的产生,这种情形可能是由于丝杠肩部太长或太短所造成的。
(2)轴承承靠面与锁定螺帽V形牙轴心的垂直度不佳,或两对应方向的锁定螺帽面平行度不佳,会导致轴承的倾斜;因此丝杠肩部的锁定螺帽V形牙与轴承承靠面必须同时加工,才能确保垂直度,如果以研磨方式加工更好。
(3)以两个锁定螺帽搭配弹簧垫圈来固定轴承,以防止运转中松脱。
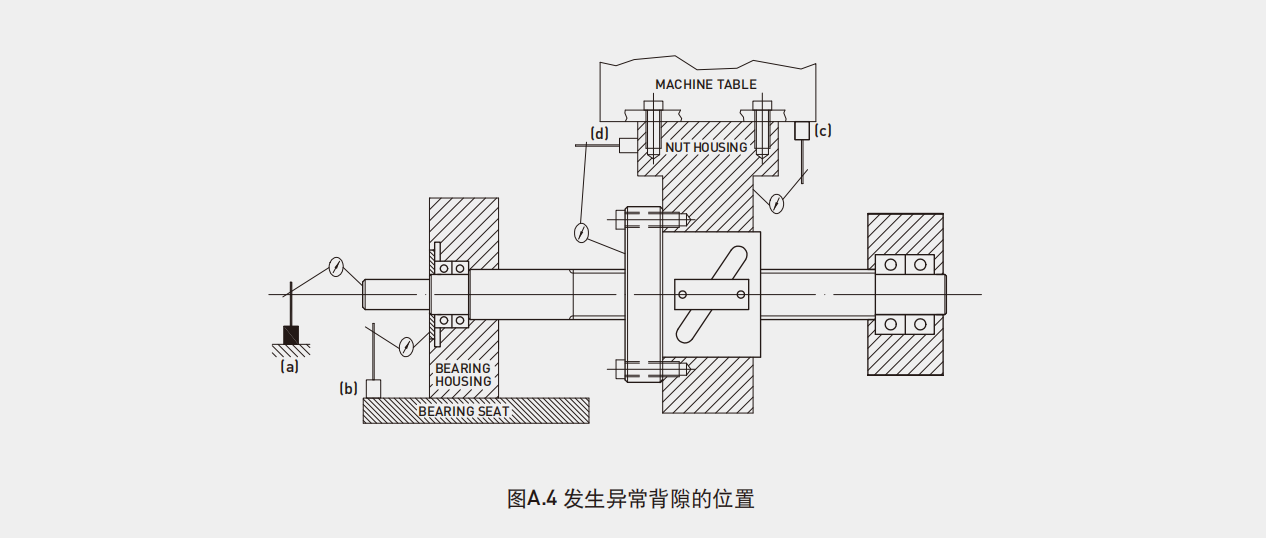
5.螺帽座或轴承座刚性不足
如果螺帽座或轴承座刚性不足,由于元件本身的重量或机器的荷载会使其产生偏斜。测试说明如图A.4,此方式用来检测螺帽座的刚性,类似的测试也可用来检测轴承座的刚性。
6.螺帽座或轴承座组装不当
[1)由于震动或未加固定销使得元件松脱。以实心销取代弹簧销达到定位的目的。
(2)因固定螺丝太长或螺帽座螺丝孔太浅使得螺帽固定螺丝无法锁紧。
(3)由于震动或缺少弹簀垫圈使得螺帽固定螺丝松脱。
7.支撑座的表面平行度或平面度超公差
不论结合元件表面是研磨或铲花,只要其平行度或平面度超出公差范围,床台运动时位置的重现精度将较差;因此一部机器中,通常在支撑座与机器本体间以薄垫片来达到调整的目的。
8.电机与滚珠丝杠结合不当
[1)联轴器结合不牢固或本身刚性不佳,会使丝杠与电机间产生转动差[relative rotation)。
(2)若不适合以齿轮驱动或驱动结构不是刚体,可用时规皮带来驱动以防止产生滑动。
(3)键的松动,或是键、键槽、轮毂间的任何不当搭配,皆会使这些元件间产生间隙。
不顺畅的作动
1.丝杠加工的问题
[1)丝杠或螺帽珠槽表面粗糙。
(2)钢珠、丝杠或螺帽真圆度超出公差范围。
[3)丝杠或螺帽的导程误差或节圆直径超出公差范围。
[4]回流管组装不当。
(5)钢珠大小或硬度不均。
以上的问题不该在高品质的产品中发生才是。
2.异物进入钢珠轨道
[1)包装材料阻碍钢珠轨道:出货时以许多的材料及防锈袋来包装滚珠丝杠,如果在包装或排列的时候未依适当的程序来执行,异物或其他的物体可能会阻碍钢珠轨道,导致钢珠的滑动而非正常滚动甚至卡死。
[2)加工碎屑进入轨道:滚珠丝杠若未安装刮刷器, 加工碎屑或灰尘的堆积会阻碍钢珠轨道, 造成顺畅度不佳、精度降低及减少使用寿命。
3.过行程
过行程会造成回流管的损伤及凹陷,甚至断裂,而造成钢珠无法正常运转;在这恶劣的运转条件下,可能造成丝杠或螺帽珠槽表面的剥离。过行程发生的原因可能发生于机台设定、极限开关失效或撞车,为预防造成滚珠丝杠进一步的损坏,重新安装前滚珠丝杠须经制造商的重新检修。
4.回流管损坏
回流管在安装时受到严重的撞击,回流管可能造成凹陷及引发前述相同的问题。
5.偏心
如果螺帽座与轴承座不同心时会产生径向负荷,两者偏心量太大时会造成丝杠弯曲,甚至偏心的情况,不足以造成明显的丝杠弯曲时,异常磨耗仍持续不断发生,并使丝杠精度迅速降低;而螺帽设定的预压力越高偏心精度的要求越高。
6.螺帽与螺帽座结合不当
螺帽安装时倾斜或偏心会造成异常负载,使电机运转时产生电压不稳。
7.搬运时造成滚珠丝杠的损坏
碎裂
1.钢珠破裂
钢珠最常用的材质是铬钼钢,若要使- -颗直径3.175mm[1/8时)的钢珠破裂,约须1400kg(3080磅]~ 1600kg[3520磅]。滚珠丝杠有、无润滑于作动时温升差异明显,此温升可能造成钢珠破裂或损坏因此造成螺帽或丝杠珠槽的损
坏。因此设计过程中须考虑润滑油的补充,如无法使用自动润滑系统,必须将润滑油的补充计划列入保养手册。
2.回流管凹陷或断裂
螺帽过行程或回流管受到撞击会造成回流管的凹陷或断裂,因此阻碍钢珠的循环路径,使得钢珠变成滑动而非正常滚动,最后造成回流管断裂。
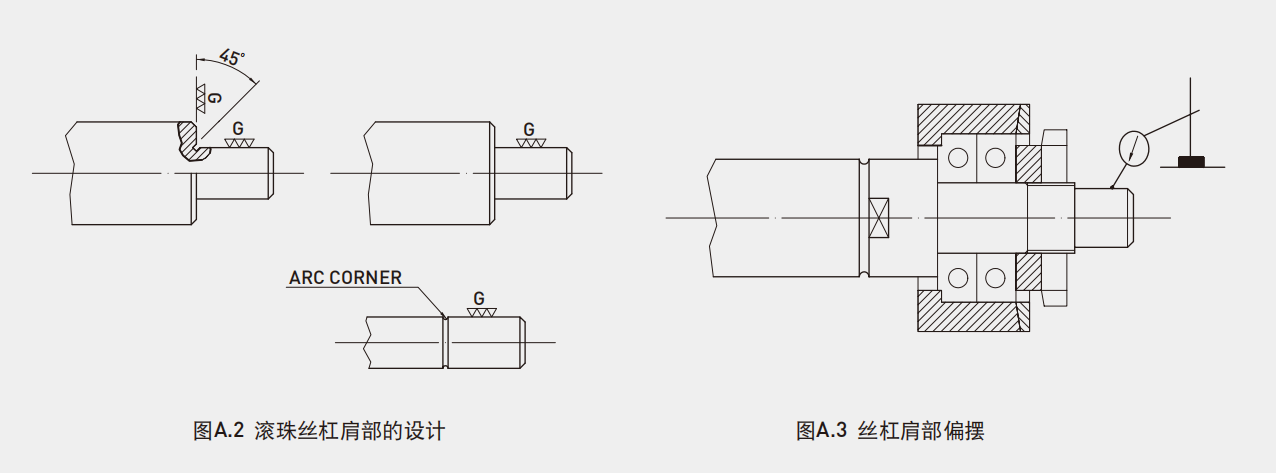
3.滚珠丝杠肩部断裂
[1]不当设计:丝杠肩部应避免锐角设计,以减少局部应力集中。图A.2说明部份丝杠肩部适当的设计。
[2)丝杠轴颈弯曲:轴承承靠面与锁定螺帽V形牙轴心的垂直度不佳,或两对应方向的锁定螺帽面平行度不佳,皆会导致丝杠肩部的弯曲或断裂;因此在锁定螺帽锁紧的前后,丝杠肩部偏摆量(图A.3]不得超过0.01mm(0.004时]。
(3)径向力或反复应力[fluctuatingstress):安装丝杠时造成的偏心会产生异常的交变剪应力并使滚珠丝杠提早损坏。
探查引起异常背隙的位置
下列的量测步骤,用来探查滚珠丝杠装置中发生异常背隙的位置。
1.将-标准规格的钢珠固定在丝杠其中--端的中心孔中,转动丝杠并以挂表式量表量测此钢珠在轴向的变动量[如图A.4(al) ;若轴承、螺帽及螺帽座皆已彻底安装固定, 此一位变动量不得超过0.003mm 0.00012时)。
2.转动丝杠并以挂表式量表量测轴承座与轴承座基座的变动量(如图A.4(bl],如有任何变动量,则表示其中有轴承固定不完全或安装不够彻底。
3.检查床台与螺帽座的相对变动量(如图A.4[c))。
4.检查螺帽座与螺帽法兰的相对变动量[如图A.4[d1)。
当上述所有的检查皆无问题,但背隙问题仍存在,请与百家传动人员联系,可能必须提高丝杠的刚性或预压力。
吴女士 13527953137
上一篇:上银滚珠丝杆R25-5T3-FSI-0.05
下一篇:没有了
下一篇:没有了









